-


-
-


-


Магазин WeChat


Верхний слой меламиновой пропитанной бумаги
Когда говорят про верхний слой меламиновой пропитанной бумаги, многие сразу представляют себе просто защитное покрытие, типа ламината. Это, конечно, грубое упрощение, и именно с ним связано большинство проблем на старте — когда думаешь, что главное — это декор, а этот самый верхний слой ?как-нибудь приклеится?. На деле, это самостоятельный, сложный компонент, от которого зависит, выдержит ли панель чашку кофе, удар или просто ежедневное протирание. И здесь начинаются нюансы, которые в каталогах не пишут.
Из чего складывается качество: неочевидные параметры
Грамматура бумаги-основы — это первое, на что смотрю. Не та, что в описании ?для меламина?, а конкретная, с определённой плотностью и пропиткой. Если взять слишком лёгкую, даже с хорошей смолой, при прессовании могут появиться ?просветы?, особенно на тёмных тонах. Это брак, который видно не сразу, а уже на готовом щите.
Сам меламин. Тут история про степень поликонденсации смолы. Слишком ?сырая? — липнет к пресс-формам, может давать тусклый оттенок. Переполимеризованная — становится хрупкой, при гибких кромках может дать микротрещины. Опытным путём, через пару неудачных партий, понимаешь, что нужно не просто покупать смолу, а работать с поставщиком, который даёт стабильные параметры от партии к партии. У нас, например, были случаи, когда смена партии меламина у одного и того же производителя привела к разной реакции на УФ-излучение — один лак-финиш пожелтел через полгода, другой нет.
И третий момент — проклейка. Тот самый слой между декоративной бумагой и верхним слоем. Если он слабый, при эксплуатации в условиях перепадов влажности (кухня, балкон) может начаться отслоение, так называемый ?пузырь?. Казалось бы, мелочь, но именно она убивает репутацию продукта.
Практические ловушки в производстве
Температура и время прессования — это святое, но и здесь есть подводные камни. Допустим, стандартный режим для толщины 0,5 мм — 190°C, 25 секунд, давление 28 кг/см2. Но если в партии бумаги влажность чуть выше, а ты не снизил температуру на 5-7 градусов, получишь пережог — поверхность становится мутной, теряет глянец. Или обратная ситуация — недожог, тогда стойкость к истиранию падает катастрофически.
Очень важно состояние пресс-форм. Малейшая царапина, заусенец на текстурированной форме отпечатается на каждом листе. Регулярная полировка — обязательная процедура, которую часто игнорируют в погоне за планом. Мы однажды потеряли почти целую смену из-за незамеченной микротрещины на форме. Вся бумага пошла в брак.
Контроль на выходе. Помимо визуального, обязательно тест на стойкость к абразивам (та же табер-тест), к химии (бытовая химия, спирт), к нагреву. Бывает, что все параметры в норме, но конкретно эта партия бумаги плохо реагирует на цитрат натрия (содержится в некоторых чистящих средствах) — появляются белесые пятна. Поэтому теперь всегда делаем выборочный тест на ?нестандартную? химию.
Кейс: переход на более экологичный состав
Пару лет назад был запрос от европейского заказчика на снижение эмиссии формальдегида в готовом продукте. Решили модернизировать именно верхний слой меламиновой пропитанной бумаги, перейдя на смолу с пониженным содержанием свободного формальдегида.
Теоретически всё просто. На практике же новая смола вела себя иначе при сушке — дольше сохраняла липкость, что требовало перестройки конвейера. Кроме того, немного изменился коэффициент преломления света, и цвет декора под этим слоем стал восприниматься чуть иначе — более ?приглушённо?. Пришлось корректировать печать на декоративной бумаге, чтобы компенсировать этот эффект.
В итоге процесс занял не месяц, как планировали, а около четырёх. Но результат того стоил — получили продукт с классом эмиссии E0.5, что открыло новые рынки. Этот опыт показал, что изменение одного компонента влечёт за собой цепную реакцию по всей технологической цепочке.
Оборудование и его капризы
Не всё оборудование одинаково хорошо работает с разными типами бумаги. Старые однопролётные прессы, которые ещё кое-где встречаются, часто не могут обеспечить равномерное давление по всей площади, особенно для крупноформатных плит. Это приводит к неравномерной полимеризации верхнего слоя — в центре может быть отлично, а по краям — недопресс.
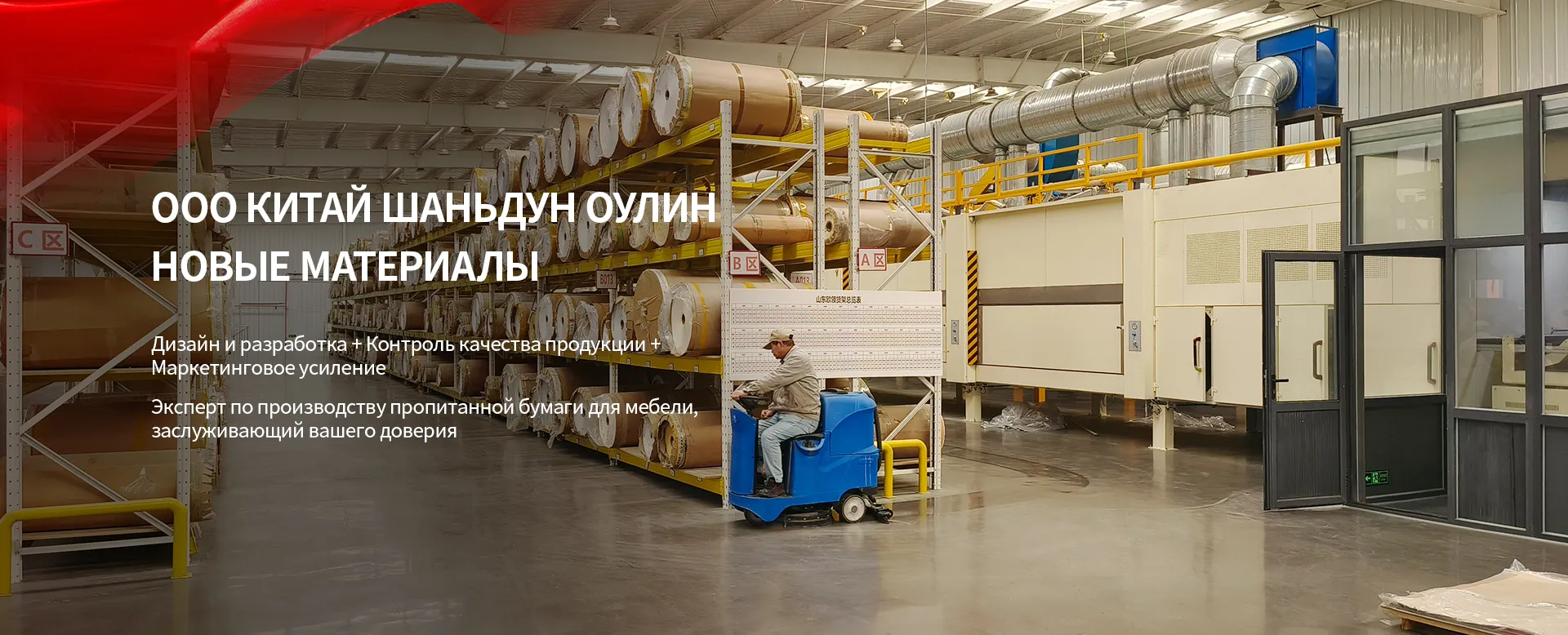
Система нанесения смолы. Если это старый способ ванны с последующим отжимом валиками, сложно добиться равномерной пропитки по всей ширине рулона. Современные установки с камерным нанесением и точным дозированием, конечно, дают лучший результат. На нашей головной производственной базе — ООО Шаньдун Оулин Новые Материалы — как раз сделали ставку на такое оборудование. Подробности можно посмотреть на их сайте https://www.onlydecor.ru. Они как раз из тех, кто вырос из компании ?Цзинань Цзишунь?, основанной ещё в 2011-м, и теперь специализируются на пропитанной декоративной бумаге, понимая всю важность технологичности процесса.
Вакуумный участок после пропитки. Его роль часто недооценивают. Если вакуум недостаточный, в слое остаются микропузырьки воздуха. Позже, при прессовании, они могут стать центрами образования дефектов — матовых точек или раковин.
Взаимодействие с декоративным слоем: что не написано в ТУ
Здесь ключевое — адгезия. Декоративная бумага и верхний слой должны стать практически монолитными. Но если в составе чернил декора есть компоненты, отталкивающие меламиновую смолу (например, некоторые виды восков для придания глянца), адгезия будет слабой. Это проверяется только практикой, а лучше — предварительным испытанием совместимости материалов.
Ещё один момент — усадка. Бумага декоративного слоя и бумага верхнего слоя могут иметь разный коэффициент температурного расширения/усадки. Если не учесть, после прессования может появиться лёгкая волна или коробление по краям, особенно на тонких субстратах. Решение — подбор бумаг-основ с близкими физическими свойствами и точная калибровка режимов прессования.
Цветопередача. Готовый верхний слой меламиновой пропитанной бумаги после полимеризации — это, по сути, прозрачная, но плотная плёнка. Она может иметь собственный, едва уловимый желтоватый или сероватый оттенок (в зависимости от смолы и катализаторов). Этот оттенок накладывается на цвет декора. Поэтому эталонный цвет декоративной бумаги без покрытия и цвет готовой ламинированной плиты — это два разных цвета. Все цветовые палитры нужно утверждать уже по готовому ламинированному образцу, а не по чистой декоративной бумаге. Сколько было конфликтов с дизайнерами, которые выбирали цвет по каталогу, а получали изделие на полтона темнее!
Итог: это больше, чем технология
В итоге понимаешь, что работа с верхним слоем меламиновой пропитанной бумаги — это не столько следование ГОСТу или ТУ, сколько накопленный практический опыт. Это постоянные мелкие корректировки, внимание к сырью, к состоянию оборудования, к внешним условиям в цеху (даже влажность воздуха в день прессования может внести коррективы).
Успех здесь — это когда ты можешь предсказать поведение материала ещё до того, как он попадёт в пресс. И когда после всех проб и ошибок получается стабильный продукт, который не подводит конечного пользователя — не царапается, не выцветает, не отслаивается. Именно на это, если смотреть в корень, и была нацелена реорганизация и создание новой производственной базы ООО Шаньдун Оулин Новые Материалы. Не на увеличение объёмов любой ценой, а на контроль над всем процессом — от выбора целлюлозы для бумаги-основы до финишного контроля каждой партии. Без этого глубокого погружения в детали всё это так и останется просто ?меламиновой плёнкой? — с непредсказуемым результатом и постоянным риском для репутации.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Пропитанная бумага из маньчжурского ясеня 404
Пропитанная бумага из маньчжурского ясеня 404 -
 Пропитанная бумага из ясеня 048
Пропитанная бумага из ясеня 048 -
 Пропитанная бумага из несса 366
Пропитанная бумага из несса 366 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003 -
 Пропитанная бумага из клёна 001
Пропитанная бумага из клёна 001 -
 Пропитанная бумага из венге 307
Пропитанная бумага из венге 307 -
 Пропитанная бумага из ореха 031
Пропитанная бумага из ореха 031 -
 Пропитанная бумага из ясеня 065
Пропитанная бумага из ясеня 065 -
 Однотонная пропитанная бумага 006S
Однотонная пропитанная бумага 006S -
 Пропитанная бумага из куннингамии ланцетовидной 266
Пропитанная бумага из куннингамии ланцетовидной 266 -
 Пропитанная бумага из тика 007
Пропитанная бумага из тика 007 -
 Пропитанная бумага из груши 115
Пропитанная бумага из груши 115
Связанный поиск
Связанный поиск- Пропитанная бумага с древесным узором для деревянных дверей
- Техническая меламиновая пропитанная бумага
- Водостойкая меламиновая пропитанная бумага с древесным узором
- Технология пропитки ткани
- Глянцевая меламиновая пропитанная бумага
- Облицовочный материал для офисной мебели
- Высокоплотная матовая меламиновая пропитанная бумага
- Образцы матовой меламиновой пропитанной бумаги
- Меламиновая пропитанная бумага для напольных покрытий
- Огнестойкая меламиновая пропитанная бумага с каменным узором