-


-
-


-


Магазин WeChat


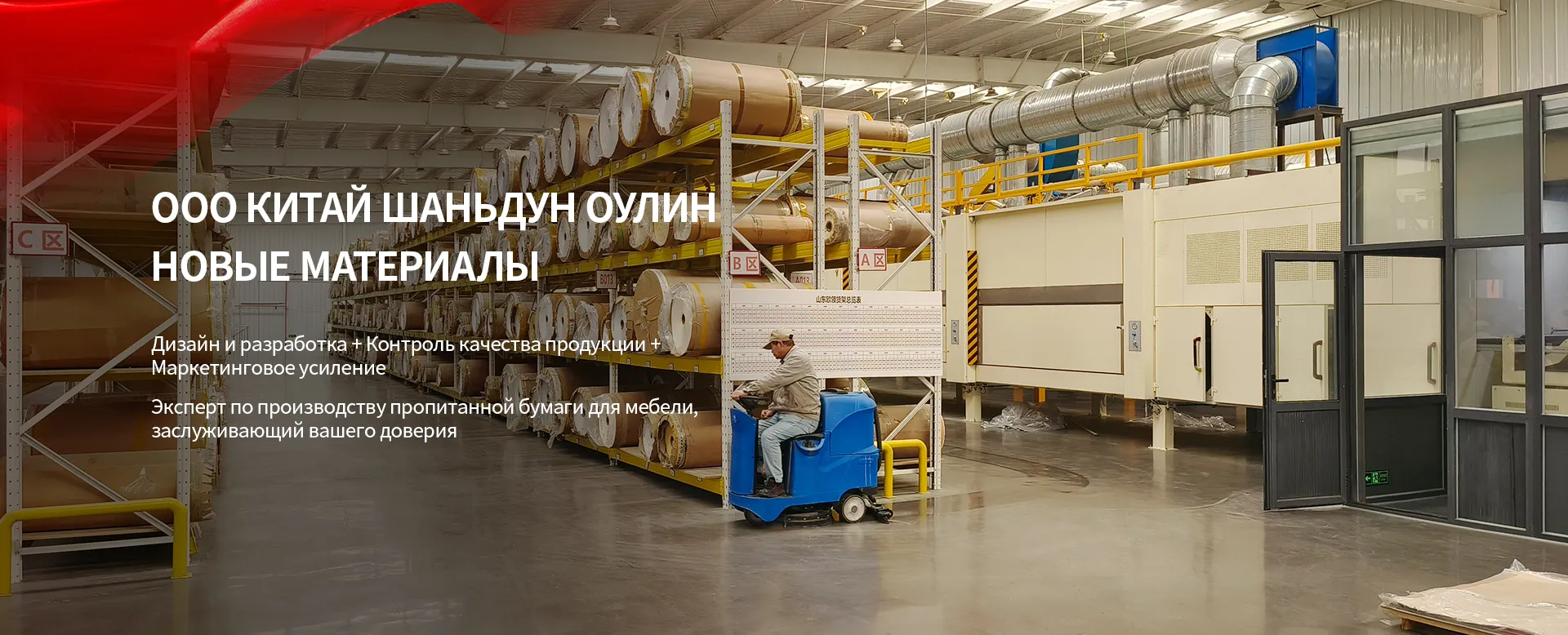
Технология пропитки ткани
Когда говорят о технологии пропитки ткани, многие сразу представляют себе просто машину, которая заливает материал химией. Это самое большое заблуждение. На деле, это постоянный баланс между давлением, температурой, вязкостью смолы и даже влажностью в помещении в день производства. Пропитка — это не этап, это процесс, который начинается с выбора основы и заканчивается только на складе готовой продукции, когда убедишься, что рулон не ?поведет?.
Основа — это всё. Или нет?
Берём декоративную бумагу для последующего ламинирования на ДСП или МДФ. Казалось бы, главное — рисунок. Но если основа — та самая ткань или бумажный холст — имеет неравномерную плотность, то смола ляжет пятнами. Глянец получится с разводами, матовое покрытие — с ?залысинами?. У нас был случай на старой линии, когда партия бумаги из новой партии сырья давала стабильный брак в 15% — пропитка просто не держалась на отдельных участках. Долго искали причину, пока не проверили не плотность, а электростатику самого волокна. Оказалось, поставщик сменил реагент при отбелке.
Здесь, кстати, видна разница между просто пропиточной бумагой и тем, что делает, например, производственная база ООО Шаньдун Оулин Новые Материалы. Они изначально затачивают процесс под стабильность входного сырья, потому что их продукция — пропитанная декоративная бумага для интерьера — идёт на мебельные фасады, где брак заметен сразу. Нельзя допустить, чтобы под плёнкой ПВХ или после лакировки проступили пятна. Это не тот рынок, где можно закрыть глаза на мелочи.
Поэтому первый практический вывод: технология начинается не со смолы, а с паспорта на рулон основы. Нужно знать не только вес, но и историю волокна, его кислотность, способ отбелки. Без этого все параметры пропитки висят в воздухе.
Смола: рецептура и её ?капризы?
Работаем в основном с меламино-формальдегидными и акриловыми смолами. Меламиновые — для твёрдости и стойкости к царапинам, акриловые — для эластичности. Но говорить о них абстрактно бесполезно. Вот конкретная проблема: летом, при температуре в цеху выше 28°C, меламиновая смола начинает преждевременно ?схватываться? в ванне. Вязкость растёт, и на ткани образуется не пропитка, а поверхностная плёнка. Глубина проникновения нулевая. После сушки такой материал при ламинации даёт пузыри.
Приходится адаптировать рецептуру — добавлять модификаторы, замедляющие реакцию, или даже охлаждать саму ванну. Это не по учебнику, это уже кустарная настройка, которую не найдёшь в стандартных протоколах технологии пропитки. Каждый технолог ведёт свой журнал таких сезонных поправок.
И ещё момент про безопасность. Все сейчас боятся формальдегида. Да, его выделение нужно минимизировать. Но часто заказчики требуют ?полностью без формальдегида?, не понимая, что альтернативные составы (например, на основе полиуретана или соевых смол) могут не дать нужной адгезии к той же МДФ-основе. Получается экологично, но изделие не проходит тест на отрыв покрытия. Приходится объяснять, что современные меламиновые смолы класса E0 — это не то, что было 20 лет назад, и что выдержка в кондиционируемом складе сводит эмиссию к почти нулю. Баланс между маркетингом и физикой материала — это часть работы.
Линия пропитки: где рождается брак
Идеальная линия — это миф. Даже новое оборудование, такое, какое ставят на современных площадках вроде https://www.onlydecor.ru, требует обкатки под конкретный материал. Самый критичный узел — это дозирующие валики. Зазор между ними должен быть выверен до микрона. Если зазор велик — пропитка поверхностная, если мал — ткань деформируется, растягивается, а потом при сушке даёт усадку, и рисунок ?плывёт?.
Запомнился инцидент с партией ткани для обивки мебели. Ткань была с небольшим ворсом. Стандартная настройка валов не подошла — ворс мешал равномерному обжатию, пропитка была пятнистой. Решение нашли полукустарное: перед ванной поставили слабый воздушный нож, чтобы прижать ворс. Помогло, но пришлось снизить скорость линии на 15%, чтобы нож успевал работать. Экономика процесса пострадала, но партию спасли.
Сушка — отдельная песня. Недостаточная температура — смола не полимеризуется полностью, материал остаётся липким. Перегрев — ткань становится хрупкой, теряет эластичность. Особенно капризны смесовые ткани с полиэстером. Здесь нужен не просто термометр, а ИК-датчики, контролирующие температуру именно внутри полотна, а не в камере. Не на всех заводах это есть. Часто работает ?метод тыка? и опыт оператора, который по оттенку и запаху выходящего полотна определяет, дошло ли дело до готовности.
Контроль качества: не доверяй глазам
Визуальный осмотр — это для грубого брака. Настоящие проблемы видны только при тестах. Стандартный набор: проверка на отрыв (адгезия), стойкость к истиранию (тест Табера), сопротивление на разрыв. Но есть и нюансы. Например, для декоративных интерьерных материалов, которые производит ООО Шаньдун Оулин Новые Материалы, критичен тест на светостойкость. Краситель под слоем смолы не должен выцветать. Бывало, что идеальная с точки зрения механики пропитка ?садилась? после 200 часов в ксеноновой камере — пигмент тускнел. Причина — смола недостаточно блокировала ультрафиолет. Пришлось менять формулу, вводить УФ-стабилизаторы, что снова повлияло на вязкость. Замкнутый круг.
Ещё один скрытый параметр — остаточная влажность. Кажется, просушили — и всё. Но если материал упаковать в плёнку с остаточной влажностью даже в 2-3%, через месяц можно получить сюрприз в виде плесени или коробления. Особенно для бумажной основы. Поэтому сейчас на выходе с линии стоит не просто датчик, а целый анализатор, который ?взвешивает? полотно в ИК-лучах. Дорого, но дешевле, чем компенсировать клиенту испорченный рулон.
Именно на контроле чаще всего экономят мелкие производства. А потом удивляются, почему их ткань не проходит приемку у крупного мебельщика. Потому что у того свой лабораторный стенд, и он видит все огрехи.
Куда движется технология? Не в сторону революции
Ждут нано-пропиток и умных тканей. Но в реальном сегменте декора для мебели и интерьера тренд иной: не столько супер-новые составы, сколько абсолютная стабильность и экологичность. Заказчик хочет, чтобы каждая партия за три года была идентична предыдущей по оттенку и тактильным свойствам. Это сложнее, чем внедрить одну ?волшебную? добавку.
Практическое развитие — это точная цифровая дозировка компонентов смолы в реальном времени (по feedback-у от датчиков на линии) и системы рекуперации паров растворителей. Это не для галочки ?зелёного? производства, а банальная экономия — летучие компоненты дорожают.
Если смотреть на компанию из Цзинаня, которая с 2011 года работает как ООО Цзинань Цзишунь Отделочные Материалы, а теперь вышла на новую базу как Оулин, то их эволюция показательна. Они не кидаются на каждое модное веяние, а постепенно модернизируют линию, чтобы добиться той самой повторяемости результата. Для их рынка — производителей мебели и отделочных панелей — это и есть главная технология пропитки. Не громкое слово, а тихая, ежедневная работа по контролю сотни параметров, чтобы рулон с декором под дуб или бетон лёг на плиту идеально и предсказуемо. В этом, пожалуй, и есть вся суть. Всё остальное — детали, с которыми приходится возиться каждый день.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
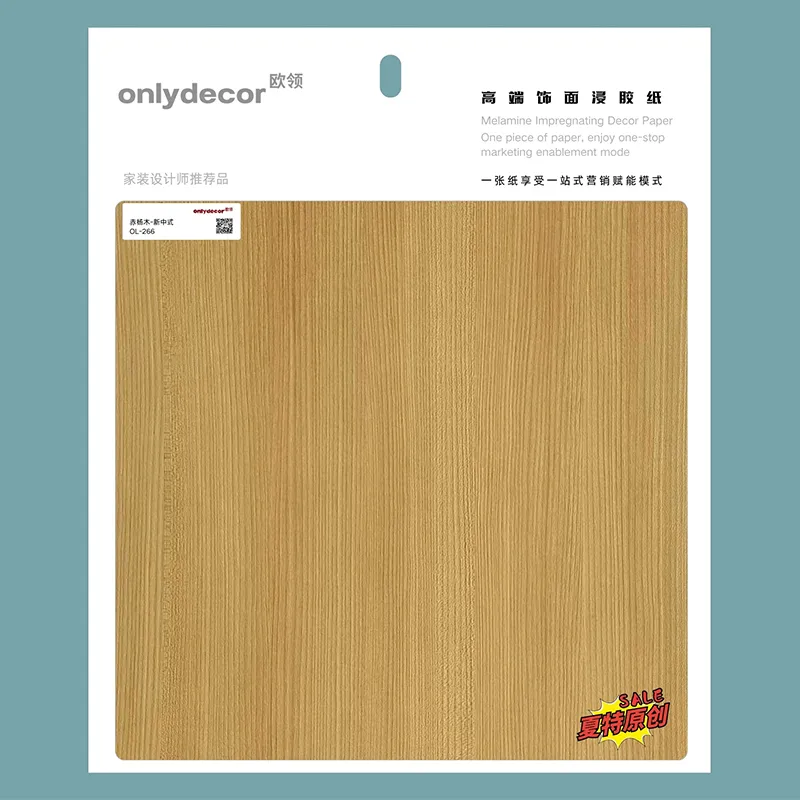 Пропитанная бумага из куннингамии ланцетовидной 266
Пропитанная бумага из куннингамии ланцетовидной 266 -
 Пропитанная бумага с текстурой ткани 006
Пропитанная бумага с текстурой ткани 006 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179 -
 Пропитанная бумага из ясеня 048
Пропитанная бумага из ясеня 048 -
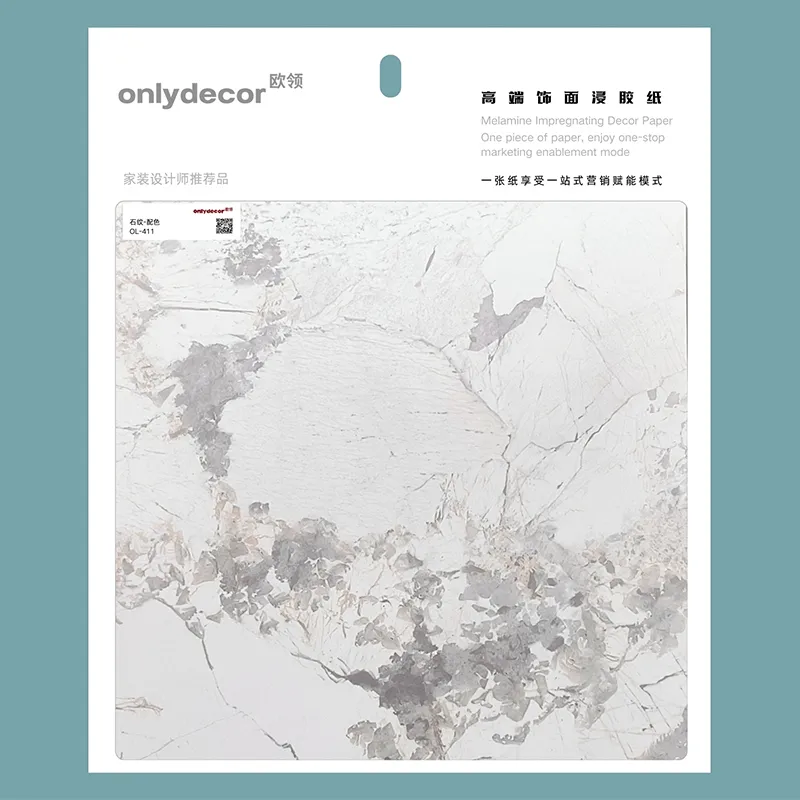
 Пропитанная бумага с узором камня 315
Пропитанная бумага с узором камня 315 -
 Пропитанная бумага из бука 124
Пропитанная бумага из бука 124 -
 Пропитанная бумага из несса 366
Пропитанная бумага из несса 366 -
 Пропитанная бумага из гикори 409
Пропитанная бумага из гикори 409 -
 Пропитанная бумага из эвкалипта 165
Пропитанная бумага из эвкалипта 165 -
 Пропитанная бумага из клёна 001
Пропитанная бумага из клёна 001 -
 Однотонная пропитанная бумага 006S
Однотонная пропитанная бумага 006S -
 Пропитанная бумага из сандалового дерева 052
Пропитанная бумага из сандалового дерева 052
Связанный поиск
Связанный поиск- Тёмная меламиновая пропитанная бумага с древесным узором
- Индивидуальная меламиновая пропитанная бумага с древесным узором
- Высокоплотная пропитанная бумага для деревянных дверей
- Матовая меламиновая пропитанная бумага для напольных покрытий
- Огнестойкая меламиновая пропитанная бумага для отделки зданий
- Меламиновая пропитанная бумага для облицовки плитных материалов
- Матовая огнестойкая меламиновая пропитанная бумага
- Пропитанная бумага с дизайном древесной текстуры
- Меламиновая пропитанная бумага с древесным узором
- Образцы матовой меламиновой пропитанной бумаги