-


-
-


-


Магазин WeChat


Глянцевая меламиновая пропитанная бумага
Когда говорят про глянцевую меламиновую пропитанную бумагу, многие сразу представляют себе идеальную, зеркальную поверхность, которая сразу идёт в пресс без проблем. Но на практике, особенно при работе с разными породами основы или при смене сезона, этот самый глянец может преподносить сюрпризы. Не раз сталкивался с тем, что заказчик жалуется на ?мутность? или мелкие кратеры после ламинирования, а причина оказывается не в бумаге как таковой, а в режиме прессования или даже в хранении рулонов до использования. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
Что скрывается за термином ?глянцевая?
В технических условиях глянец — это, прежде всего, параметр блеска, измеряемый под определённым углом. Но для нас, на линии, важнее другое: как эта бумага ведёт себя в прессе. У настоящей качественной глянцевой меламиновой пропитанной бумаги смола должна быть распределена максимально равномерно, и сама поверхность после пропитки — без малейших волнистостей. Помню, как-то взяли партию у одного поставщика — на вид идеально, но при нагреве в прессе пошла мелкая ?апельсиновая корка?. Оказалось, проблема в скорости полимеризации смолы и температуре сушки после пропитки. Пришлось долго подбирать температурный режим, почти наугад.
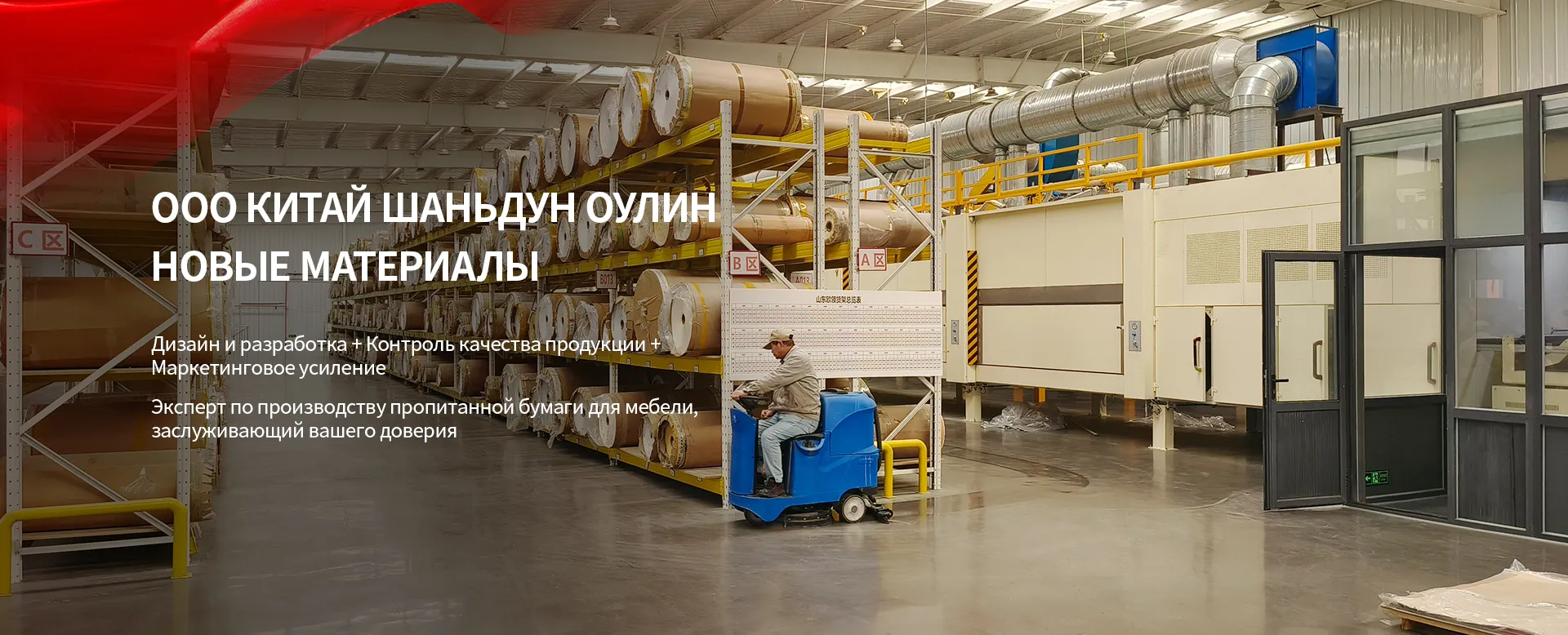
Ещё один момент — сам источник бумаги-основы. Не всякая крафт-бумага или декоративная основа одинаково хорошо принимает меламиновую смолу с глянцевым эффектом. Если основа имеет неравномерную плотность, то глянец ляжет пятнами. Здесь, кстати, можно отметить подход некоторых производителей, которые контролируют цепочку от основы до пропитки. Например, на сайте onlydecor.ru у ООО Шаньдун Оулин Новые Материалы указано, что производство — от пропитки декоративной бумаги для интерьера. Это важный момент: когда предприятие работает с полным циклом или жёстко контролирует входящее сырьё, рисков с неравномерностью глянца меньше.
И да, ?глянцевая? — это не обязательно ?скользкая? или ?царапаемая?. Современные составы смол позволяют добиться хорошей стойкости к истиранию. Но здесь есть подводный камень: иногда для повышения износостойкости в смолу добавляют больше твёрдых компонентов, что может сделать бумагу более хрупкой перед прессованием. Нужно искать баланс, и это всегда компромисс.
Пропитка: где кроются основные технологические риски
Сердце процесса — это, конечно, пропитка. Меламиновая смола должна пропитать бумагу на определённую глубину, но не насквозь, и уж точно не остаться только на поверхности. Недостаточная пропитка ведёт к ?сухости? слоя, плохой полимеризации в прессе и слабой адгезии. Избыточная — к тому, что бумага становится жёсткой, её сложно раскатывать, а при прессовании возможны подтёки смолы по краям. Идеальная меламиновая пропитанная бумага на ощупь должна быть сухой, но не ломкой, и иметь лёгкий, равномерный блеск по всей ширине рулона.
Конкретный пример: при работе с тёмными декор-эффектами (под венге, например) на глянцевой бумаге особенно критично отсутствие ?облачности? — микроскопических участков с разной степенью пропитки, которые после прессования дают матовые пятна на глянце. Боролись с этим, регулируя не только вязкость смолы в ванне, но и температуру бумаги-основы перед входом в пропиточную машину. Зимой, когда в цеху было прохладнее, пришлось даже устанавливать предварительный подогрев рулонов.
Важна и стабильность параметров. Если сегодня смола одной вязкости, а завтра — другой (из-за температуры в цеху или разных партий компонентов), то и степень пропитки будет плавать. Поэтому серьёзные производители, как та же база ООО Шаньдун Оулин Новые Материалы, созданная в 2024 году, наверняка делают ставку на современное оборудование с точным контролем температуры и дозирования. Это не реклама, а констатация факта: без такого контроля стабильный глянец в больших партиях не получить.
Работа с прессом: от теории к часто встречающимся проблемам
Вот здесь-то и проявляются все скрытые дефекты. Идеально пропитанная бумага может испортиться за секунды в прессе из-за неправильно подобранного давления или температуры. Для глянцевых видов, как правило, нужны более высокие температуры и меньшее давление по сравнению с матовыми аналогами. Слишком высокое давление ?продавливает? текстуру основы (ДСП или МДФ) через декоративный слой, и глянец становится неравномерным.
Одна из самых досадных проблем — это так называемый ?эффект призрака? (ghosting), когда на глянцевой поверхности после прессования проступает едва заметное повторение текстуры подложки или даже след от прокладок. С этим бились долго. Решение оказалось комплексным: во-первых, нужна идеально ровная и чистая плита пресса, во-вторых, критически важна равномерность прогрева плит, и в-третьих, иногда помогает небольшое увеличение времени выдержки под давлением, чтобы смола лучше растекалась.
Ещё один практический момент — скорость цикла. Гнаться за скоростью, сокращая время прессования, с глянцевой бумагой чревато. Смола не успевает полностью полимеризоваться, и поверхность получается как бы ?недопечённой? — блеск есть, но стойкость к химии и царапинам резко падает. Приходилось объяснять заказчикам, что панели для кухонного фартука из такой партии лучше не делать, даже если внешне всё выглядело сносно.
Влияние условий хранения и транспортировки
Это тема, которой часто пренебрегают. Глянцевая меламиновая бумага очень чувствительна к влажности. Рулоны, которые хранились в сыром складе, при загрузке в сухой тёплый цех начинают ?дышать? — края могут подняться, появится лёгкая волнистость. А это прямой путь к браку при ламинировании. Всегда настаиваю на том, чтобы распакованный рулон акклиматизировался в производственном помещении не менее 24 часов.
То же самое с транспортировкой зимой. Если рулон привезли с мороза и сразу поставили в пресс, конденсат на поверхности гарантирован. Результат — локальные непропитанные участки, которые после полимеризации дадут матовые пятна на глянце. Мы однажды потеряли почти целую смену из-за такой, казалось бы, мелочи. Теперь строгое правило: все входящие материалы должны ?отлежаться? при цеховой температуре.
Упаковка тоже играет роль. Рулоны должны быть упакованы не только в полиэтилен, но и с влагопоглотителем внутри. Видел, как некоторые поставщики экономят на этом, особенно на бумаге с более тонким декоративным слоем. Последствия всегда выходят дороже.
Выбор поставщика и оценка качества: субъективные заметки
Когда смотришь на сайт производителя, например onlydecor.ru, видишь аккуратные фотографии и описания. Но как оценить реальное качество? Для меня всегда есть несколько эмпирических тестов. Первый — визуальный осмотр рулона при хорошем боковом освещении: глянец должен быть ровным, без ?залысин? и полос. Второй — отрезать небольшой образец и попробовать его на излом: хорошая бумага ломается чётко, с ровным краем, а не тянется и не крошится. Третий, и самый важный, — пробное прессование на ?проблемной? плите, с неидеальной поверхностью. Если после этого глянец остаётся ровным, без провалов, — это хороший знак.
Работая с разными поставщиками, обратил внимание, что компании с полным циклом, как ООО Шаньдун Оулин Новые Материалы (производственная база которой, согласно информации, создана в 2024 году), обычно более стабильны в параметрах от партии к партии. Они могут оперативнее вносить корректировки в процесс пропитки, так как контролируют его от начала до конца. Для нас, переработчиков, это значит меньше простоев и меньше брака.
В конце концов, выбор бумаги — это не только вопрос цены за квадратный метр. Это расчёт на то, сколько из этой бумаги получится качественного ламината без перенастройки пресса и лишних остановок. Иногда дорогая, но предсказуемая глянцевая меламиновая пропитанная бумага оказывается выгоднее дешёвой, но капризной. И этот вывод пришёл не из учебника, а из множества испорченных кубометров плиты и сорванных сроков поставки.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Пропитанная бумага из древесины яблони 127
Пропитанная бумага из древесины яблони 127 -
 Пропитанная бумага из вишни 130
Пропитанная бумага из вишни 130 -
 Пропитанная бумага из инженерной древесины 247
Пропитанная бумага из инженерной древесины 247 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179 -
 Пропитанная бумага из сосны 010
Пропитанная бумага из сосны 010 -
 Пропитанная бумага с узором камня 411
Пропитанная бумага с узором камня 411 -
 Пропитанная бумага из эвкалипта 165
Пропитанная бумага из эвкалипта 165 -
 Пропитанная бумага из гикори 409
Пропитанная бумага из гикори 409 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003 -
 Пропитанная бумага из груши 115
Пропитанная бумага из груши 115 -
 Пропитанная бумага из венге 307
Пропитанная бумага из венге 307 -
 Пропитанная бумага из монгольского дуба 364
Пропитанная бумага из монгольского дуба 364
Связанный поиск
Связанный поиск- Меламиновая пропитанная бумага с высокой стойкостью цвета
- Меламиновая пропитанная бумага с текстурой ткани
- Пропитанная декоративная бумага с мраморным узором
- Облицовочный материал для офисной мебели
- Матовая меламиновая пропитанная бумага для напольных покрытий
- Фабрика меламиновой пропитанной бумаги с текстурой ткани
- Технология пропитки
- Меламиновая пропитанная бумага с синхронным рисунком
- Фабрика матовой меламиновой пропитанной бумаги
- Меламиновая пропитанная бумага для напольных покрытий