-


-
-


-


Магазин WeChat


Фабрика меламиновой пропитанной бумаги с текстурой ткани
Когда говорят ?меламиновая пропитанная бумага с текстурой?, многие сразу представляют готовую плиту, забывая, что ключевой этап — это именно фабрика пропитанной бумаги, где создаётся та самая декоративная основа. Текстурная, особенно под ткань, — это не просто печать. Это история о совмещении пропитки, давления и температуры, где малейший сдвиг в линии даёт либо идеальную глубину рисунка, либо брак. Частая ошибка — считать, что главное это меламин, а бумага — второстепенна. На деле, основа из целлюлозы с определённой впитывающей способностью и прочностью на разрыв мокрой — это 50% успеха. Без правильной основы даже лучшая смола не даст той чёткой, устойчивой к истиранию текстуры, которую ждут на каширующих линиях у заказчика.
Основа основ: бумага и её капризы
Работая с поставщиками, постоянно сталкиваешься с вариациями в партиях бумаги-основы. Вроде бы плотность та же, но впитываемость отличается. Для текстуры ткани это критично. Нужна равномерная пропитка по всей площади, иначе при прессовании на деке проявятся пятна — более светлые участки, где смолы меньше. Это уже не скрыть. Приходится на ходу корректировать параметры пропитки, скорость линии, иногда даже температуру в первой секции сушилки. Помню, одна партия от нового поставщика давала постоянный брак по краям — бумага была с повышенной жёсткостью, что мешало равномерному контакту с декельным валиком при нанесении текстуры. Решение нашли, добавив предварительный увлажняющий ролик, но это замедлило линию на 15%.
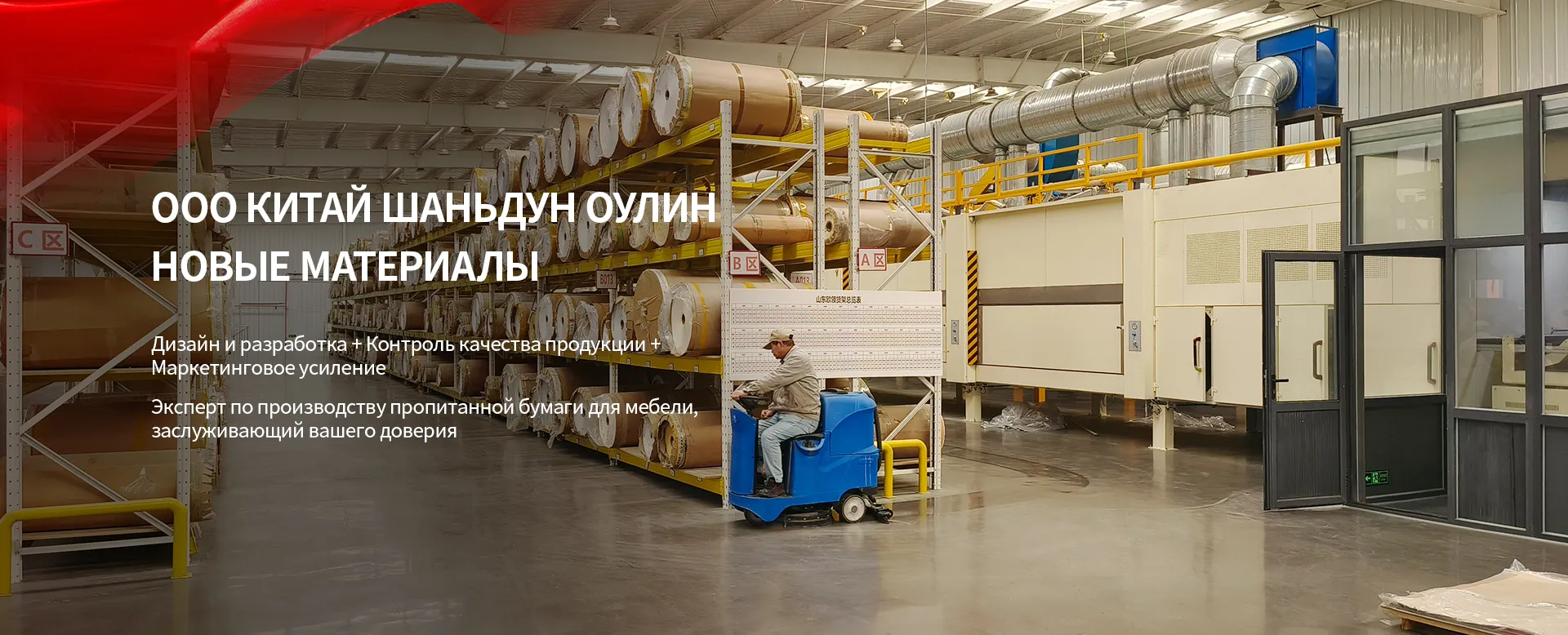
Именно здесь видна разница между просто производством и качественным производством. На сайте ООО Шаньдун Оулин Новые Материалы (https://www.onlydecor.ru) в описании их производственной базы, созданной в 2024 году, упоминается специализация на пропитанной декоративной бумаге для интерьера. Это как раз тот случай, когда локализация полного цикла — от выбора сырья до готового рулона — позволяет контролировать такие нюансы. Если фабрика закупает уже пропитанную бумагу, а только затем наносит текстуру, риски расслоения или несовпадения рисунка выше.
Ещё один момент — крафт-слой. Для меламиновой бумаги с текстурой он часто игнорируется, но если речь о ламинате высокого давления (HPL), то крафт — обязателен. Наша задача на фабрике — иногда объяснить клиенту разницу. Хочет он просто облицовку для мебели или износостойкую поверхность для столешницы? От этого зависит конструкция ?пирога? и, соответственно, выбор линии пропитки.
Пропитка: смола, катализаторы и ?окно? полимеризации
Сердце процесса — это ванна пропитки. Меламино-формальдегидная смола, модификаторы, наполнители вроде корунда для износостойкости. Рецептура — это ноу-хау каждого производителя. Но с текстурой ткани есть особенность: нужна определённая эластичность слоя после сушки, но до полной полимеризации. Бумага должна сохранить возможность немного ?обжать? декель, повторить микрорельеф. Если смола пересушена — текстура получится сглаженной, если недосушена — будет липнуть к декелю или давать ?галстук? — дефект в виде тёмной полосы.
Здесь часто ошибаются, пытаясь максимизировать скорость сушки. Подняли температуру — вроде бы бумага выходит сухой, но при прессовании обнаруживается, что летучие не успели выйти, и поверхность получается с микроскопическими вздутиями. Приходится искать баланс. В цехах фабрики пропитанной бумаги Оулин, судя по их опыту с 2011 года, наверняка через это прошли. Стабильность параметров в сушильной камере — залог стабильности качества партии. Малейший сквозняк может всё испортить.
Катализаторы — отдельная тема. Их добавление ускоряет отверждение при прессовании, что экономит время цикла у клиента. Но если переборщить, бумага становится хрупкой, её сложно раскатывать без трещин, особенно при низких температурах на складе. Зимой такие проблемы обостряются.
Нанесение текстуры: декель как произведение искусства
Самое дорогое и деликатное место на линии — это секция нанесения текстуры. Декельный валик с гравировкой под ткань — лён, холст, шёлк. Его изготовление — искусство. Глубина, угол атаки гравировки, материал валика (часто силикон или специальная резина). Износ дека — головная боль. После определённого количества метров оттиска, микрорельеф сглаживается, текстура теряет чёткость. Контролировать это можно только регулярным отбором проб и сравнением с эталоном.
Была у нас попытка сэкономить и заказать декель у нового, более дешёвого производителя. Результат — текстура была визуально похожа, но при прессовании под высоким давлением выяснилось, что гравировка имеет слишком острые микро-кромки. Это приводило к тому, что бумага в этих местах не ?обжималась?, а скорее рвалась, давая на готовой поверхности белёсые точки. Партию пришлось списать. Декель вернули на доработку, но время и деньги были потеряны. Теперь работаем только с проверенными поставщиками, хоть и дороже.
Важен и прижимной валик. Давление должно быть равномерным по всей ширине, иначе текстура будет ярче выражена в центре и слабее по краям. Регулировка — это опыт оператора, который знает свою линию как музыкант знает инструмент.
Контроль качества: не только глянецомер
Многие ограничиваются измерением остаточной влажности и глянца. Для бумаги с текстурой ткани этого категорически недостаточно. Обязателен тест на степень пропитки — поперечный разрыв полоски бумаги после пропитки и сушки. Волокна должны рваться, а не выдёргиваться — это показатель глубины пропитки. Проверка на отлип — прикладываем бумагу к нагретой плите на определённое время, смотрим, не остаётся ли смола на плите.
Но самый показательный тест — пробное прессование. Берём образец, кладём на основу (ДСП, МДФ), отправляем в пресс на стандартных для клиента режимах. И вот тут оцениваем всё: как легла текстура, не появилось ли пузырей, соответствует ли цвет эталону после контакта с горячей плитой, нет ли ?оголения? основы в микро-углублениях. Часто проблема проявляется только на этом этапе. Например, если смола имеет низкую реакционную способность, текстура может ?поплыть? — потерять чёткость.
На производственной базе ООО Шаньдун Оулин Новые Материалы, как у современного предприятия, наверняка есть такая лабораторная линия прессования. Без этого сегодня нельзя выходить на рынок с конкурентоспособным продуктом. Клиент хочет получить гарантированный результат на своём оборудовании, и наша задача — дать ему материал, который этот результат обеспечит при соблюдении базовых параметров.
Логистика и хранение: где теряется качество
Готовый рулон — продукт чувствительный. Его нельзя бросать, хранить в сыром или, наоборот, перегретом помещении. Меламиновая бумага гигроскопична. При повышенной влажности она может впитать воду, что позже вызовет парообразование при прессовании и вздутия. При пересушивании становится ломкой. Идеальная упаковка — герметичная плёнка с десикантом внутри.
Одна из частых претензий клиентов — ?бумага рвётся при раскатке?. В 80% случаев проблема не в производстве, а в условиях транспортировки или хранения. Зимой разгрузили фуру, занесли рулоны в тёплый цех — на поверхности сразу выпал конденсат. Если сразу не дать акклиматизироваться и вскрыть упаковку, бумага отсыреет. Об этом приходится постоянно напоминать в технических рекомендациях, которые мы прикладываем к каждой партии. Но не все читают.
Для бумаги с выраженной текстурой ткани есть ещё один риск — механическое повреждение рельефа при неаккуратном обращении. Глубокий оттиск можно смять, и на большом рулоне это незаметно до момента раскатки на станке клиента. Поэтому намотка должна быть плотной, ровной, а транспортировочные гильзы — прочными.
Вместо заключения: подводя итоги опыта
Так что, когда речь заходит о фабрике меламиновой пропитанной бумаги, важно понимать — это не просто цех с машинами. Это цепочка взаимосвязанных процессов, где опыт технолога и оператора часто важнее, чем новизна оборудования. Можно купить самую современную немецкую линию, но без понимания, как ведёт себя конкретная смола с конкретной бумагой при нанесении конкретной текстуры, стабильного качества не добиться.
Создание производственной базы, как у Шаньдун Оулин в 2024 году, — это стратегический шаг к такому контролю. Это возможность работать не на поток, а под задачи рынка, который сегодня требует не просто декора, а тактильных ощущений, аутентичности материалов. Текстура ткани — один из таких трендов. И её успешное воплощение в меламиновой бумаге — это финальный результат работы всей фабрики, где каждый этап, от приёмки целлюлозы до упаковки рулона, вносит свой вклад в то, что в итоге получит конечный пользователь: красивую, прочную и приятную на ощупь поверхность.
Лично для меня показатель успеха — когда клиент, запустив нашу бумагу в производство, не звонит с вопросами. Значит, всё было рассчитано верно: и пропитка, и текстура, и рекомендации по прессованию. А это достигается только годами проб, ошибок и анализа каждой нестандартной ситуации на линии.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Художественная пропитанная бумага 080
Художественная пропитанная бумага 080 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003 -
 Пропитанная бумага из ясеня 065
Пропитанная бумага из ясеня 065 -
 Пропитанная бумага из ясеня 048
Пропитанная бумага из ясеня 048 -
 Пропитанная бумага из вяза 265
Пропитанная бумага из вяза 265 -
 Пропитанная бумага из маньчжурского ясеня 404
Пропитанная бумага из маньчжурского ясеня 404 -
 Пропитанная бумага из несса 366
Пропитанная бумага из несса 366 -
 Пропитанная бумага с текстурой ткани 006
Пропитанная бумага с текстурой ткани 006 -
 Пропитанная бумага из ореха 039
Пропитанная бумага из ореха 039 -
 Пропитанная бумага из дуба 111
Пропитанная бумага из дуба 111 -
 Пропитанная бумага из гикори 409
Пропитанная бумага из гикори 409 -
 Пропитанная бумага из венге 307
Пропитанная бумага из венге 307
Связанный поиск
Связанный поиск- Глянцевая меламиновая пропитанная бумага с древесным узором
- Индивидуальная огнестойкая меламиновая пропитанная бумага
- Экологичная пропитанная бумага для деревянных дверей
- Влагостойкая огнестойкая меламиновая пропитанная бумага
- Пропитанная бумага для стилей домашнего интерьера
- Меламиновая пропитанная бумага из экологичных материалов
- Бумага пропитанная меламиновой смолой
- Меламиновая пропитанная бумага с высокой стойкостью цвета
- Огнестойкая матовая меламиновая пропитанная бумага
- Матовая меламиновая пропитанная бумага