-


-
-


-


Магазин WeChat


Экологичная пропитанная бумага для деревянных дверей
Когда говорят об экологичной пропитанной бумаге для дверей, многие сразу думают о сертификатах и отсутствии формальдегида. Но на деле всё сложнее — экологичность начинается с выбора целлюлозы и состава пропитки, а не просто с финальной проверки. Часто заказчики просят ?самую зелёную? бумагу, но не готовы платить за длинноволокнистую хвойную целлюлозу, которая даёт и прочность, и позволяет снизить долю синтетических смол в пропитке. Вот тут и начинаются компромиссы.
Что на самом деле скрывается за ?экологичностью?
В нашей практике под экологичностью мы понимаем полный цикл: от сырья, которое должно быть из управляемых лесных хозяйств (FSC-сертификация тут хороший маркер, но не панацея), до технологии пропитки с минимальными выбросами. Например, использование меламино-мочевино-формальдегидных смол — до сих пор стандарт для многих фабрик из-за дешевизны и скорости полимеризации. Но если играть с катализаторами и точно выдерживать температурные режимы, можно добиться полной полимеризации смолы — тогда свободный формальдегид в готовом листе будет близок к нулю даже без дорогих ?бесформальдегидных? аналогов. Правда, это требует идеального контроля на линии, а не только ?правильного? рецепта.
Один из наших неудачных экспериментов был связан как раз с попыткой тотально перейти на акриловые пропитки. На бумаге — полная экологичность, нет даже намёка на формальдегид. Но при прессовании на дверном полотне при температурах выше 180°C акрил местами терял эластичность, появлялись микротрещины в местах глубокого фрезерования. Пришлось вернуться к гибридным составам, где часть меламина заменена на полиуретановые дисперсии. Это неидеально с точки зрения ?зелёного? маркетинга, но даёт стабильный результат на готовой двери.
Кстати, важный нюанс, о котором редко говорят: экологичность готовой двери зависит не только от бумаги, но и от клея, которым её сажают на основу, и от самого основания — МДФ или ДСП. Можно поставить супер-экологичную бумагу, но использовать дешёвый клей с высоким содержанием растворителей — и вся работа насмарку. Поэтому мы всегда рекомендуем заказчикам рассматривать систему: основа-клей-декоративное покрытие.
Пропитка как процесс, а не просто ?пропитанная бумага?
Само слово ?пропитанная? создаёт иллюзию простоты: окунул лист в раствор — и готово. В реальности это многостадийный процесс с жёстким контролем на каждом этапе. Возьмём, к примеру, контроль вязкости пропиточной смеси. Если она слишком густая, бумага пропитывается неравномерно, на поверхности остаются потёки, которые после прессования дают пятна глянца. Если слишком жидкая — не набирается нужная сухая доля смолы, страдает износостойкость. Мы на производстве держим вязкость в коридоре 12–14 секунд по чашке Форда, но это значение корректируем под влажность в цехе и даже под партию целлюлозы.
Ещё один практический момент — сушка после пропитки. Здесь нельзя просто выставить температуру по инструкции. Скорость сушки, температура зон, остаточная влажность — всё это влияет на то, как бумага будет вести себя в прессе. Слишком пересушенная становится хрупкой, рвётся при подаче в пресс. Недосушенная — при прессовании может давать пузыри из-за испарения остаточной влаги. Мы набили шишек, пока не настроили ИК-датчики контроля влажности на выходе из сушильной камеры, теперь отклонения не превышают 0,3%.
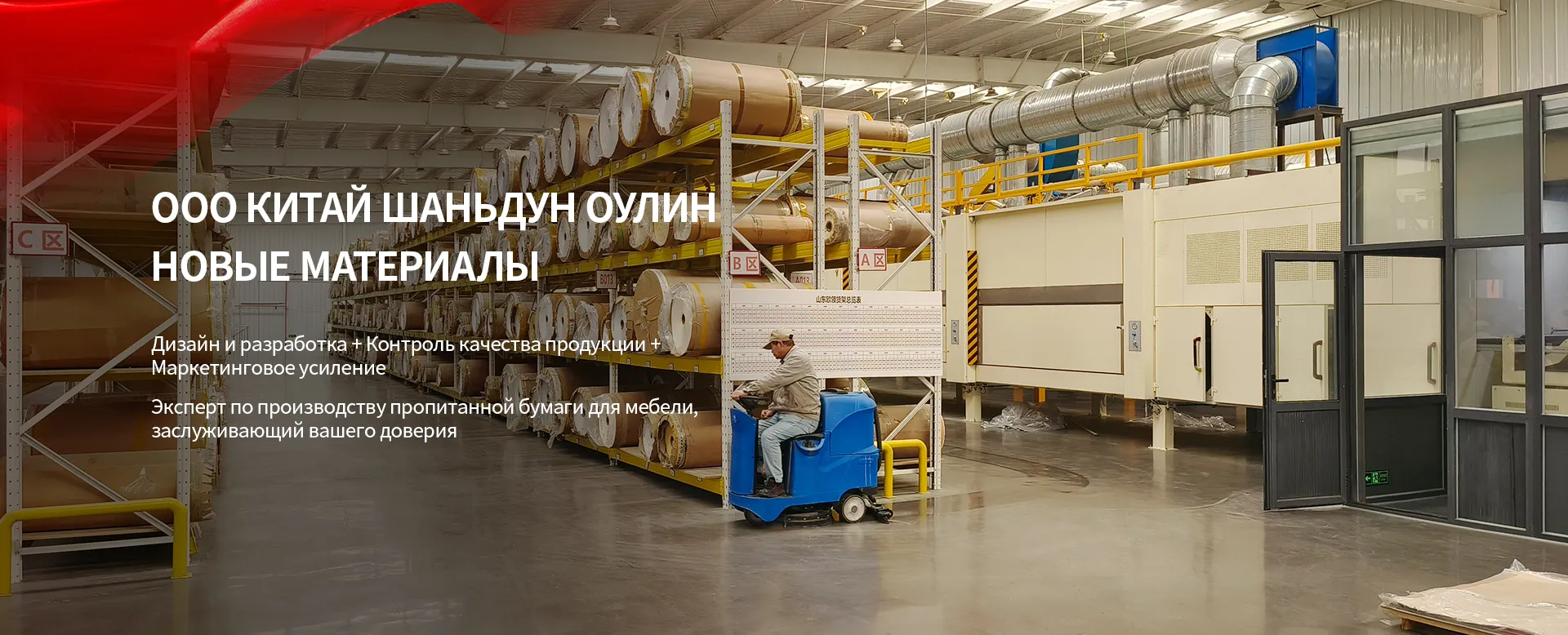
И да, сама бумага-основа — это отдельная история. Для дверей нужна бумага с высокой прочностью на разрыв мокрого листа, чтобы она не рвалась в процессе пропитки. Мы долго работали с европейскими поставщиками, но в последние годы перешли на бумагу от ООО Шаньдун Оулин Новые Материалы — у них стабильное качество по разрывной длине, и что важно, минимальная зольность. Высокая зольность (когда в целлюлозу добавляют много каолина для белизны) ухудшает адгезию пропитки. После перехода на их материал количество брака по отслоениям снизилось почти на треть.
Декор и износостойкость: как найти баланс
Заказчики часто хотят одновременно глубокий, насыщенный декор (чтобы текстура дерева выглядела абсолютно натурально) и высочайший класс износостойкости. Но здесь есть физическое противоречие: для глубокого, реалистичного рисунка нужно наносить больше пигментов, что может снижать проникновение пропиточной смолы в структуру бумаги. Если же заливать бумагу смолой для максимальной защиты, декор становится более ?плоским?, теряет глубину.
Мы решаем это двухслойной пропиткой. Первый слой — с более низкой вязкостью, он глубоко проникает в волокна, создавая прочный каркас. Второй слой — более плотный, с пигментами и защитными добавками, отвечает за декор и поверхностную стойкость. Технологию отрабатывали не один месяц, особенно сложно было подобрать режим сушки между слоями, чтобы не ?запечатать? поры после первого нанесения. Сейчас используем УФ-отверждаемые компоненты во втором слое для некоторых серий — это позволяет снизить общую температуру процесса и лучше сохранить цвет.
Интересный кейс был с бумагой под старый дуб с ярко выраженной порой. При прессовании на МДФ с мелкопористой структурой текстура терялась. Оказалось, что проблема в давлении пресса — оно было слишком высоким и ?задавливало? микрорельеф. Снизили давление, но увеличили время выдержки — декор ?проявился?. Такие нюансы не найдёшь в учебниках, только на практике.
Лаборатория и производство: почему данные с лини не всегда сходятся с тестами
В лаборатории ООО Шаньдун Оулин Новые Материалы все образцы показывают отличные результаты: и стойкость к истиранию по Таберу выше 400 оборотов, и сопротивление на отрыв на уровне. Но на заводе у клиента вдруг появляются жалобы на сколы на кромках. Начинаем разбираться: оказывается, на их производстве фрезы затуплены, и они снимают верхний слой не резанием, а почти что отрыванием. Лабораторные тесты не имитируют такой экстремальный сценарий.
Пришлось разработать дополнительный тест на абразивный износ именно кромки. Выяснилось, что добавка микрочастиц корунда в верхний слой пропитки резко улучшает стойкость к таким повреждениям, почти не влияя на глянец. Но тут же возникла новая проблема — эти частицы ускоряли износ валов на каландрах при финишном кашировании. Выход нашли, используя более мягкие, полимерные абразивостойкие добавки. Всё это — цепочка практических проб и ошибок.
Ещё один момент — цветостойкость. Лабораторные тесты на светостойкость (ксеноновая лампа) показывают 7–8 баллов по синей шкале. Но в реальной жизни дверь может стоять в прихожей напротив окна, где помимо света есть ещё и ультрафиолет определённого спектра. Были претензии по выцветанию у одной партии, хотя все сертификаты были в порядке. Оказалось, в пигментной пасте использовался конкретный тип диоксида титана, который был нестабилен именно к длинноволновому УФ. С тех пор тестируем образцы не только на стандартном оборудовании, но и вывешиваем реальные образцы на нашей тестовой площадке под прямым солнцем — старый добрый метод, который уже не раз выручал.
Экономика экологичности: во что обходится ?зелёный? выбор
Переход на по-настоящему экологичные компоненты — это всегда увеличение себестоимости. Длинноволокнистая целлюлоза дороже. Качественные, полностью полимеризующиеся смолы или их ?бесформальдегидные? аналоги дороже. Нано-модифицированные добавки для повышения прочности без увеличения доли смол — тоже дороже. Производитель дверей стоит перед выбором: либо закладывать этот рост в цену, либо экономить на чём-то другом.
Наше видение, которое мы продвигаем в работе с клиентами, вроде фабрик, использующих нашу бумагу — это не тотальная замена всего ассортимента, а создание отдельной, чётко позиционированной ?зелёной? линейки. Для неё мы используем лучшие компоненты, включая целлюлозу с FSC и пропиточные составы на основе полиэфирных смол. Да, такая экологичная пропитанная бумага для деревянных дверей стоит на 25–30% дороже стандартной. Но она идёт на двери премиум-сегмента, где покупатель готов платить за безопасность и сертификаты. Это честный подход.
При этом мы не списываем со счетов и стандартные продукты. Для них мы оптимизируем процессы, чтобы снизить выбросы и повысить безопасность в рамках существующей стоимости. Например, внедрили систему рекуперации тепла от сушильных камер — это не сделало бумагу ?органической?, но снизило общий углеродный след производства. И это тоже шаг к экологичности, просто другого рода. Подробнее о нашем подходе к производству можно посмотреть на https://www.onlydecor.ru — там мы стараемся без прикрас рассказывать и о технологиях, и о материалах.
В итоге, разговор об экологичной пропитанной бумаге — это не про волшебную формулу, а про сотню мелких решений: от выбора поставщика древесины для целлюлозы до температуры в прессе у конечного производителя дверей. И главный показатель для меня — когда бумага, выходя с нашего производства, не просто соответствует ГОСТу или EN, а предсказуемо и стабильно ведёт себя на линии у заказчика, позволяя ему делать хорошие двери без лишних проблем. Всё остальное — маркетинг, который либо подтверждается, либо нет на этой самой, самой важной стадии.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Пропитанная бумага с цементной текстурой 038
Пропитанная бумага с цементной текстурой 038 -
 Пропитанная бумага из вяза 265
Пропитанная бумага из вяза 265 -
 Пропитанная бумага из тика 007
Пропитанная бумага из тика 007 -
 Пропитанная бумага из груши 115
Пропитанная бумага из груши 115 -
 Пропитанная бумага из эвкалипта 165
Пропитанная бумага из эвкалипта 165 -
 Пропитанная бумага с узором камня 315
Пропитанная бумага с узором камня 315 -
 Пропитанная бумага из монгольского дуба 364
Пропитанная бумага из монгольского дуба 364 -
 Художественная пропитанная бумага 080
Художественная пропитанная бумага 080 -
 Пропитанная бумага из сандалового дерева 052
Пропитанная бумага из сандалового дерева 052 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179 -
 Пропитанная бумага из ореха 039
Пропитанная бумага из ореха 039 -
 Пропитанная бумага из гикори 409
Пропитанная бумага из гикори 409
Связанный поиск
Связанный поиск- Однотонная пропитанная бумага для деревянных дверей
- Меламиновая пропитанная бумага с текстурой ткани для мебели
- Глянцевая огнестойкая меламиновая пропитанная бумага
- Оптовая продажа огнестойкой меламиновой пропитанной бумаги
- Меламиновая пропитанная бумага
- Бумага пропитанная меламиновой смолой
- Индивидуальная меламиновая пропитанная бумага с древесным узором
- Меламиновая пропитанная бумага с древесным узором для мебели
- Высокоплотная матовая меламиновая пропитанная бумага
- Синхронная пропитанная бумага с текстурой для деревянных дверей