-


-
-


-


Магазин WeChat


Предварительно пропитанная меламиновая бумага
Когда слышишь ?предварительно пропитанная меламиновая бумага?, многие, даже в цеху, первым делом думают о готовой декоративной плёнке. Вот тут и кроется первый подводный камень. Это не конечный продукт, а полуфабрикат, сырьё, от которого на 70% зависит, как поведёт себя ламинат или плита МДФ после пресса. Если бумага не ?выдержана?, не пропитана равномерно, или смола начала преждевременно ?желатинизироваться? — всё, партия в утиль. У нас на производстве был случай, кажется, в 2019 году, когда из-за партии бумаги с нестабильной впитываемостью целый день шли отбраковки: на поверхности плит после прессования появлялись ?облака?, матовые пятна. Искали причину в прессе, в смоле, а оказалось — в самой бумажной основе. Именно после таких эпизодов начинаешь по-настоящему ценить качественный полуфабрикат.
Что скрывается за термином? Технологическая кухня
По сути, это крафт-бумага или декоративная бумага, которая уже на этапе производителя пропитана меламино-формальдегидной или карбамидной смолой. Ключевое слово — предварительно пропитанная. То есть она поступает к нам, производителям ламинированных плит, уже с определённой степенью поликонденсации смолы. Мы её называем ?бумага в степени B?. Это не сухая бумага-основа, которую мы бы сами пропитывали, и не полностью отверждённая плёнка (степень C). Это промежуточное, самое капризное состояние.
Главный параметр, на который мы смотрим сразу при приёмке, — это остаточная влажность и степень отверждения. Бумага должна быть сухой на ощупь, но не хрупкой. Если она липнет к рукам — это брак, смола ?поплыла?. Хранить её нужно в строго контролируемых условиях, при температуре 20-25°C и влажности не выше 55%. Иначе процесс поликонденсации пойдёт самопроизвольно, и бумага станет непригодной для прессования. Упаковка должна быть герметичной, часто в полиэтиленовой плёнке с силикагелем внутри. Помню, как однажды поставщик сэкономил на упаковке, и мы получили поддоны, где верхние рулоны были в норме, а нижние — уже с признаками преждевременного отверждения. Пришлось срочно менять логистику и условия хранения на складе.
Ещё один нюанс — декоративный слой. Если бумага уже с напечатанным рисунком (под дерево, камень), то пропитка должна быть особенно равномерной, чтобы не было ?провалов? цвета после прессования. Иногда видишь на рынке плиты с размытым узором — часто корень проблемы именно здесь, в этапе предварительной пропитки декоративного слоя.
Практика прессования: где теория сталкивается с реальностью
Вот здесь и начинается самое интересное. Настроить пресс под новую партию меламиновой бумаги — это всегда квест. Температура, давление и время выдержки рассчитываются, исходя из данных от производителя бумаги о степени пропитки. Но эти данные — идеальные. На практике же нужно учитывать износ пресса, влажность в цеху в данный день, даже температуру самой бумаги, которую привезли с холодного склада.
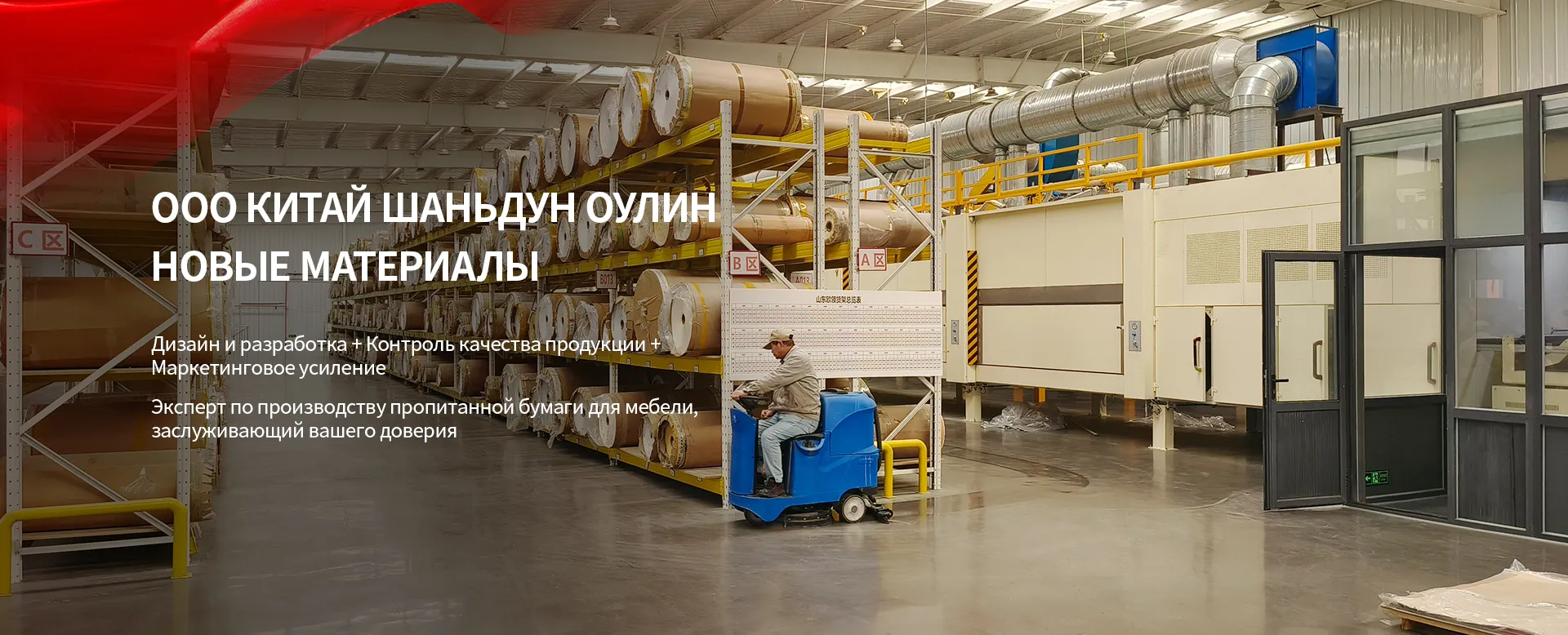
Был у нас опыт работы с материалом от ООО Шаньдун Оулин Новые Материалы. Их производственная база, как я понимаю, выросла из более раннего предприятия в Цзинане, которое работает с 2011 года. Это чувствуется — в стабильности параметров. С их бумагой, например, серии для интерьерных панелей, мы относительно быстро вышли на стабильные режимы прессования. Но и тут не без сюрпризов. Однажды пришла партия бумаги с чуть более высокой, чем обычно, остаточной смолой. Если бы мы не сделали пробный запуск на одной плите, а сразу поставили стандартные 190°C и 25 секунд, получили бы перепресс — смола начала бы пузыриться. Пришлось снизить температуру на 5 градусов. Их техподдержка оперативно дала рекомендации, что говорит о глубоком понимании своего продукта.
А вот с некоторыми другими поставщиками случались казусы. Например, бумага, которая давала прекрасный глянец, но была настолько ?напряжённой? после пропитки, что при раскрое готовой плиты на форматно-раскроечном центре кромки крошились. Проблема была в эластичности бумажного основания до пропитки. Пришлось вести долгие переговоры, чтобы они скорректировали технологию.
Экономика и логистика: скрытые затраты
Казалось бы, покупай бумагу подешевле и экономь. Но с предварительно пропитанной бумагой эта арифметика не работает. Дешёвая бумага часто означает нестабильную плотность или неравномерную пропитку по ширине рулона. Это ведёт к увеличению процента брака на прессе, к простою оборудования для перенастройки, к перерасходу электроэнергии. В итоге экономия на закупке превращается в убытки на производстве.
Поэтому мы давно перешли на модель работы с проверенными поставщиками, где важен не только прайс, но и техническое сопровождение. Сайт onlydecor.ru, к примеру, для нас служит не просто визиткой, а источником актуальных данных по линейкам продукции. Важно, когда производитель, как ООО Шаньдун Оулин Новые Материалы, открыто указывает ключевые параметры для разных серий: вес бумаги, содержание смолы, рекомендуемые режимы. Это экономит массу времени нашим технологам.
Логистика — отдельная головная боль. Бумага боится и мороза, и жары, и резких перепадов влажности. Перевозка летом в непредназначенном контейнере может испортить всю партию. Мы научились требовать от логистов полный температурный лист рейса. Идеально, когда поставщик, имея собственную сильную производственную базу, как та же база в Шаньдуне, может гибко формировать партии и обеспечивать их правильную упаковку и маркировку под конкретные условия транспортировки.
Экология и тренды: давление извне
Тема формальдегида — вечная. Пропитка меламиновой смолой — это всё же химия. Но прогресс есть. Всё больше производителей бумаги, включая упомянутых китайских коллег, предлагают бумаги, пропитанные смолами с пониженным классом эмиссии формальдегида — Е0 или Super E0. Это уже не маркетинг, а реальность. Мы тестировали такие образцы. Они действительно ?чище?, но и дороже, и иногда требуют более тонкой настройки пресса, так как кинетика отверждения у таких смол может отличаться.
Ещё один тренд — бумага на основе переработанных волокон. С ней сложнее. Она может быть менее однородной по плотности, что критично для предварительной пропитки. Если производитель бумаги смог решить эту проблему и стабилизировать качество — это огромный плюс. Пока что мы видим такие эксперименты, но в массовое производство для ответственных интерьерных работ они идут с осторожностью. Основным сырьём пока остаётся чистая целлюлоза.
Давление идёт и в сторону дизайна. Требуются всё более сложные декоративные эффекты: глубокий пор, текстурированная поверхность, металлизированные оттенки. Всё это закладывается именно на этапе создания и пропитки декоративной бумаги. Способна ли бумага после пропитки сохранить чёткость глубокого тиснения? Выдержит ли она нанесение дополнительного защитного слоя? Эти вопросы мы теперь задаём поставщикам в первую очередь.
Взгляд в будущее: интеграция процессов
Мне кажется, будущее — за более тесной интеграцией между производителем пропитанной бумаги и производителем плит. Уже сейчас некоторые крупные игроки стремятся к созданию замкнутых циклов. Идеал — когда параметры бумаги ?зашиваются? в программу пресса автоматически, по штрих-коду с рулона. Это минимизирует человеческий фактор и потери на переналадку.
Опыт работы с такими компаниями, как ООО Шаньдун Оулин Новые Материалы, которые прошли путь от отделочных материалов к созданию полноценной производственной базы для новых материалов, показывает, что отрасль движется в этом направлении. Производитель, который глубоко понимает не только химию пропитки, но и проблемы прессования на стороне клиента, становится стратегическим партнёром.
Что останется неизменным? Важность человеческого опыта. Никакая автоматика не заменит взгляд технолога, который по звуку отрыва бумаги от прессовой плиты или по едва уловимому запаху может определить, что процесс идёт не совсем так. Предварительно пропитанная меламиновая бумага — это живой материал. Её нельзя просто загрузить и забыть. Она требует диалога: между теми, кто её создал, и теми, кто превращает её в конечный продукт. И в этом диалоге рождается качество, которое потом видит у себя дома обычный покупатель, даже не подозревая, сколько технологических нюансов скрыто за простой фразой ?меламиновое покрытие?.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Пропитанная бумага из инженерной древесины 247
Пропитанная бумага из инженерной древесины 247 -
 Пропитанная бумага из клёна 001
Пропитанная бумага из клёна 001 -
 Пропитанная бумага из несса 366
Пропитанная бумага из несса 366 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179 -
 Пропитанная бумага из ясеня 065
Пропитанная бумага из ясеня 065 -
 Пропитанная бумага из сосны 010
Пропитанная бумага из сосны 010 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003 -
 Пропитанная бумага с цементной текстурой 038
Пропитанная бумага с цементной текстурой 038 -
 Однотонная пропитанная бумага 006S
Однотонная пропитанная бумага 006S -
 Пропитанная бумага из груши 115
Пропитанная бумага из груши 115 -
 Пропитанная бумага из тика 007
Пропитанная бумага из тика 007 -
 Пропитанная бумага из гикори 409
Пропитанная бумага из гикори 409
Связанный поиск
Связанный поиск- Водостойкая матовая меламиновая пропитанная бумага
- Износостойкая меламиновая пропитанная бумага с древесным узором
- Экологичная меламиновая пропитанная бумага
- Образцы меламиновой пропитанной бумаги с текстурой ткани
- Бюджетная пропитанная бумага для деревянных дверей
- Экологичная пропитанная бумага для деревянных дверей
- Меламиновая пропитанная бумага в стиле отельного декора
- Меламиновая бумага для пропитки
- Оптовая продажа меламиновой пропитанной бумаги с текстурой ткани
- Пропитанная бумага для многослойных плит