-


-
-


-


Магазин WeChat


Меламиновая пропитанная бумага стандартной ширины
Когда говорят ?меламиновая пропитанная бумага стандартной ширины?, многие сразу думают о цифрах: 1260 мм, 2050 мм... Но в реальной работе, особенно когда везешь ее на форматный раскрой для постформирования, понимаешь, что ?стандарт? — понятие очень условное. Главное — не ширина сама по себе, а как она ведет себя на линии, как ложится на плиту-основу, и как эта самая ширина соотносится с раскроем заготовок для конкретного модельного ряда фасадов. У нас, например, были постоянные проблемы с обрезками на одной линии, пока не пересмотрели логику заказа именно под ?стандартные? рулоны от конкретного поставщика.
Ширина — это не только цифра на этикетке
Вот смотрите. Берем ту же 1260 мм. Казалось бы, идеально для многих операций. Но если основа ДСП/ЛДСП имеет толщину 18 мм, а кромка — 2 мм, при облицовывании кромки и пластей в один проход на агрегате короткого цикла нужно четко учитывать припуски на подпрессовку и последующую обрезку. И здесь ?стандартная? ширина может дать либо идеальный раскрой с минимальными отходами, либо, наоборот, гору обрезков, которые потом приходится утилизировать. Я помню, как на одном из старых производств пытались экономить, закупая более узкую бумагу — 1220 мм. В итоге, для широких деталей приходилось делать продольную стыковку, что убивало и внешний вид, и прочность покрытия. Так что стандарт — это прежде всего гарантия отсутствия таких костылей.
Еще один нюанс — калибровка оборудования. Не каждый пресс или ламинатор легко перенастраивается под другую ширину рулона. У нас на базе стоит линия, которая исторически ?заточена? под 2050 мм. Переход даже на 2100 мм, который некоторые предлагают как ?новый стандарт?, потребовал бы серьезных регулировок направляющих и системы натяжения. Поэтому мы годами работаем с проверенными поставщиками, которые держат стабильный параметр. Как раз ООО Шаньдун Оулин Новые Материалы (их сайт — onlydecor.ru) из Цзинаня всегда держали ровно 1260 и 2050 мм в своих каталогах, что для нас было ключевым. Их база, созданная в 2024 году, видимо, и позволила стабилизировать эти параметры на потоке.
А вот что часто упускают из виду — это влияние ширины на декоративные свойства. Узкий рулон означает больше стыков в рисунке при производстве длинномерных изделий, например, для офисных столешниц. И если текстура дерева не имеет ярко выраженного раппорта, это может быть не критично. Но для однотонных, глубоких цветов или крупного узора стык может быть заметен. Поэтому выбор ?стандартной ширины? — это еще и выбор декора из доступного ассортимента под эту ширину. Не наоборот.
Пропитка и стабильность: где кроются реальные проблемы
Само слово ?меламиновая пропитанная? создает иллюзию простоты. Мол, пропитали — и готово. На деле, степень пропитки, остаточная влажность и скорость предварительной полимеризации (B-стадия) для бумаги разной ширины могут ?гулять?. Широкий рулон (тот же 2050 мм) в центре и по краям может иметь разную степень отверждения смолы из-за неравномерности температурных полей в сушильной камере у производителя. Это потом вылезает на нашем прессе: где-то смола течет быстрее, где-то медленнее, итог — пятнистость глянца или разная стойкость к царапинам на одном листе.
Мы однажды получили партию бумаги, где проблема была именно в этом. Ширина — стандартная, сертификаты в порядке, а при прессовании на HPL-прессе получались волны по краям. Оказалось, поставщик, экономя энергию, снизил температуру в последней зоне сушки, и края рулона были недополимеризованы. Они были более гигроскопичны и, нагреваясь, расширялись сильнее, чем центр. Пришлось срочно менять режимы прессования, снижать температуру плит, что увеличило цикл. Убытки считали не только на браке, но и на потерянной производительности.
Поэтому сейчас мы всегда требуем от поставщиков не просто паспорт, а конкретные рекомендации по температурно-временным режимам прессования именно для их партии. Хорошие производители, как та же база Шаньдун Оулин, которая специализируется на пропитанной декоративной бумаге для интерьера, такие данные предоставляют. Видимо, опыт с 2011 года дает им понимание, что важно клиенту на производстве. Это не просто продажа метража, а продажа технологичного продукта.
Логистика и складирование: обратная сторона ?стандарта?
Все любят стандартную ширину, пока не встает вопрос хранения. Рулоны 2050 мм — это серьезная нагрузка на стеллажи и требуют высоких пролетов. Мало того, их нельзя ставить ?на торец?, как узкие, только горизонтально. А это ?съедает? кучу пространства. На нашем складе пришлось перестраивать систему стеллажей, когда мы увеличили долю широкой бумаги для производства плит для дверных полотен.
Транспортировка — отдельная история. Стандартная ширина часто означает и стандартный размер грузовой единицы. Но если поставка идет морем из того же Китая, контейнер 40HC вмещает определенное количество рулонов только в одном положении. Неправильная укладка — и ты либо недогружаешь контейнер, переплачивая за воздух, либо рискуешь повредить кромки рулонов. Мы с коллегами из другого цеха как-то получили партию, где несколько рулонов были помяты именно из-за неправильной фиксации в контейнере. Пришлось пускать их в обрезки, хотя по качеству пропитки все было отлично.
И здесь снова возвращаешься к надежности поставщика. Если компания имеет отработанные логистические схемы, как заявлено у ООО Шаньдун Оулин Новые Материалы, это минимизирует риски. Они знают, как упаковать, как закрепить. Это не то, что прописано в договоре, но то, что приходит с опытом серьезного производства, а не просто торговой фирмы.
Взаимодействие с оборудованием: тонкие настройки
На бумаге (в прямом и переносном смысле) разница между 1260 мм и 1280 мм кажется несущественной. Но попробуйте пропустить такую бумагу через автоматический раскроечный центр с фиксированными прижимными балками. Либо будут необработанные полосы по краям, либо, что хуже, будут захватываться и мяться края рулона. ?Стандарт? де-факто часто диктуется не ГОСТом, а модельным рядом ведущих производителей оборудования — Homag, IMA Schelling, Biesse. Под их раскроечные форматы и заточена оптимальная ширина.
У нас был курьезный случай. Закупили партию отличной по цвету и стойкости бумаги, но ее ширина была 1245 мм. А наш старый резак был настроен на минимальный захват в 1250 мм. Пришлось вручную, с помощью кустарного приспособления, подрезать кромку каждого рулона перед загрузкой в автомат. Теряли время, получали дополнительный непредвиденный обрез. Экономия на цене за квадратный метр тут же растворилась. После этого закрепили в техзадании жёсткое требование: отклонение от заявленной ширины — не более +/- 2 мм.
Еще момент — натяжение. Широкая бумага (2050 мм) при размотке на ламинаторе требует идеально отрегулированного натяжения по всей ширине. Малейший перекос — и бумага начинает ?убегать? в сторону, наматываться на валики с перекосом. Это ведет к сбою декоративной подводки и браку. Поэтому, когда видишь в спецификации ?меламиновая пропитанная бумага стандартной ширины?, надо понимать, что поставщик гарантирует не только геометрию, но и равномерность плотности и прочности на разрыв по всей ширине полотна. Это технологический показатель высшего пилотажа.
Экономика и будущее: куда движется ?стандарт?
Сейчас многие говорят о том, чтобы увеличить стандартную ширину до 2500 мм и даже больше, чтобы минимизировать стыки на крупноформатных изделиях. Технически это возможно. Но тогда встает вопрос: а много ли в России прессов с рабочим opening size больше 2500 мм? Единицы. Поэтому такой ?стандарт? останется нишевым. Реальная экономика диктует другое: не гнаться за экстремальной шириной, а повышать эффективность раскроя под существующие форматы 1260 и 2050 мм за счет улучшения дизайна раскладок и использования продвинутого софта для nesting.
Кроме того, тренд на кастомизацию ведет к тому, что будут востребованы средние партии бумаги с уникальным декором. И здесь производителю, чтобы не банкротиться на переналадках, выгоднее работать в рамках одной-двух стандартных ширин, варьируя дизайн. Как мне кажется, стратегия ООО Шаньдун Оулин Новые Материалы, сфокусированной на производстве именно декоративной бумаги для интерьера, движется в этом направлении. Не распыляться на все подряд, а глубоко освоить свой сегмент — мебельный и отделочный декор под общепринятые в отрасли ширины.
В итоге, что я думаю? Меламиновая пропитанная бумага стандартной ширины — это не про догму. Это про общий язык между производителем материала, производителем оборудования и конечным заводом-изготовителем плит или мебели. Это про снижение транзакционных издержек, технологических рисков и про возможность строить долгосрочные, предсказуемые производственные планы. Когда все звенья цепочки говорят на одном ?ширинном? языке, работать проще, даже если иногда приходится возиться с настройками или мириться с небольшими отходами. Главное, чтобы этот язык был четким, а продукт за ним — стабильным, как у проверенных временем поставщиков.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
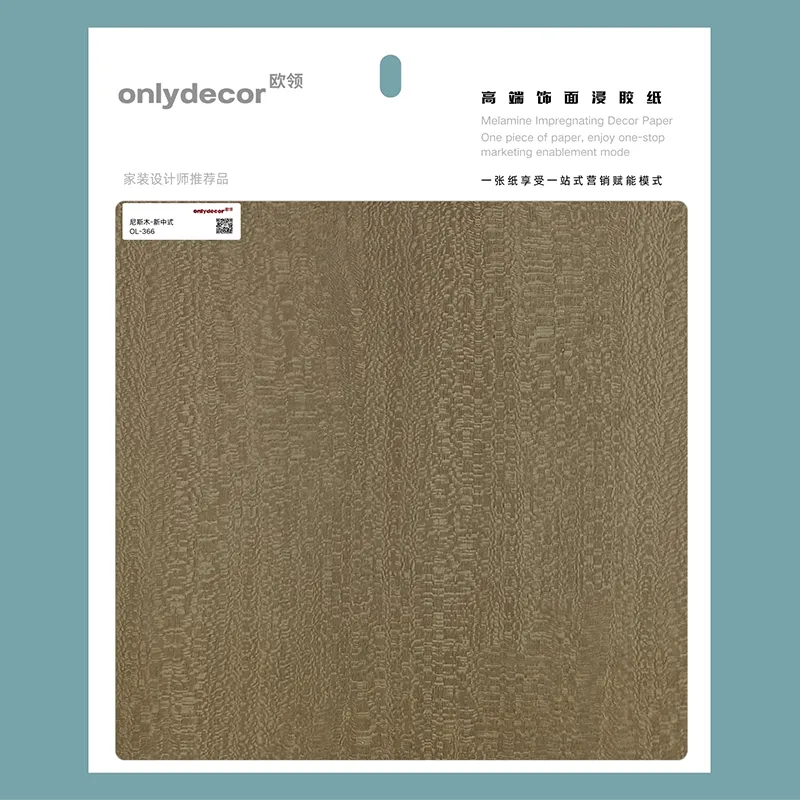 Пропитанная бумага из несса 366
Пропитанная бумага из несса 366 -
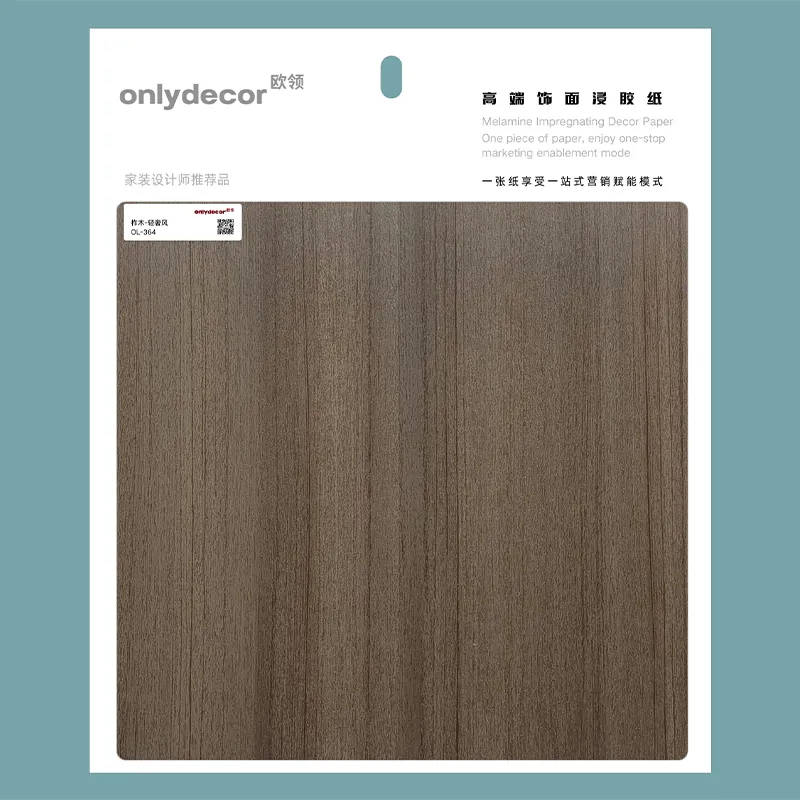 Пропитанная бумага из монгольского дуба 364
Пропитанная бумага из монгольского дуба 364 -
 Пропитанная бумага из вяза 265
Пропитанная бумага из вяза 265 -
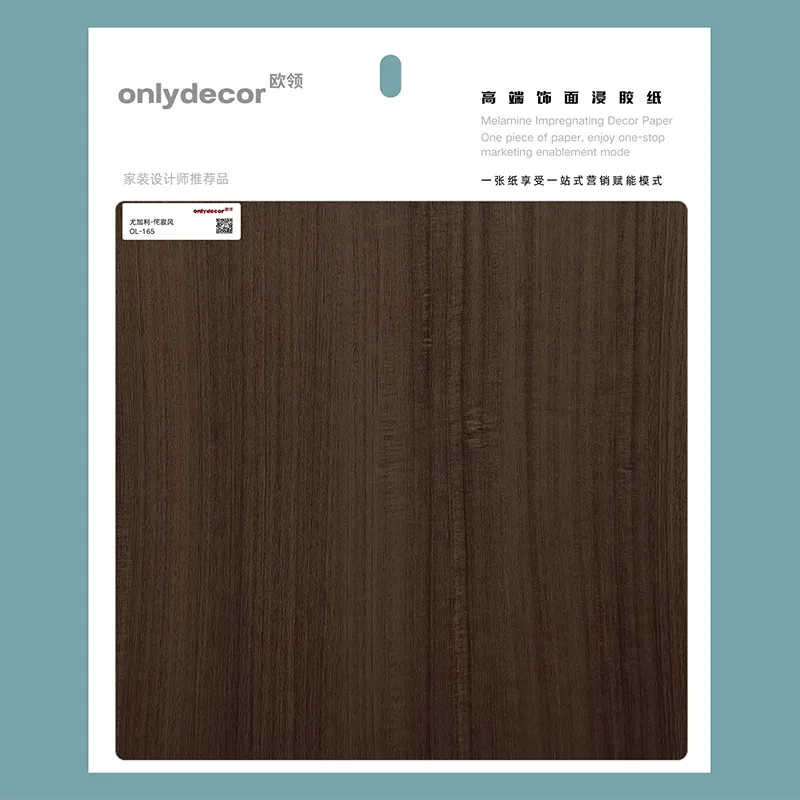 Пропитанная бумага из эвкалипта 165
Пропитанная бумага из эвкалипта 165 -
 Пропитанная бумага из венге 307
Пропитанная бумага из венге 307 -
 Пропитанная бумага из клёна 001
Пропитанная бумага из клёна 001 -
 Пропитанная бумага с цементной текстурой 038
Пропитанная бумага с цементной текстурой 038 -
 Пропитанная бумага из бука 124
Пропитанная бумага из бука 124 -
 Пропитанная бумага из вишни 130
Пропитанная бумага из вишни 130 -
 Пропитанная бумага из куннингамии ланцетовидной 266
Пропитанная бумага из куннингамии ланцетовидной 266 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003
Связанный поиск
Связанный поиск- Оптовая продажа меламиновой пропитанной бумаги с текстурой ткани
- Бюджетная пропитанная бумага для деревянных дверей
- Матовая меламиновая пропитанная бумага для напольных покрытий
- Меламиновая пропитанная бумага из экологичных материалов
- Бумага пропитанная меламиновой смолой
- Износостойкая меламиновая пропитанная бумага с древесным узором
- Высокоплотная пропитанная бумага для деревянных дверей
- Индивидуальная матовая меламиновая пропитанная бумага
- Экологичная пропитанная бумага для деревянных дверей
- Огнестойкая меламиновая пропитанная бумага с текстурой ткани