-


-
-


-


Магазин WeChat


Глянцевая пропитанная бумага для деревянных дверей
Когда говорят про глянцевую пропитанную бумагу для дверей, многие сразу представляют себе что-то хлипкое, дешёвое, ?ненастоящее?. Это, пожалуй, самый распространённый миф. На деле, если взять материал от нормального производителя, вроде тех, что на onlydecor.ru у ООО Шаньдун Оулин Новые Материалы, и правильно его применить, получается покрытие, которое и по виду, и по стойкости даст фору многим пленкам. Но ключевое здесь — ?правильно?. Сам по себе лист бумаги — это полуфабрикат, и 80% успеха или провала лежит на прессовке и подготовке основы.
Что скрывается за глянцем: структура и пропитка
Глянец здесь — не лаковый слой сверху, как многие думают. Это финишная отделка самой бумаги-основы, мелованная поверхность высокой гладкости. Пропитка же — это смола, которой эта основа пропитана. Обычно меламино-мочевинная. Вот от её качества, степени пропитки и равномерности сушки зависит, как бумага поведёт себя в прессе. Если смола недосушена или пересушена — будут пузыри, непропрессы, тусклые пятна. У нас были случаи, когда партия от нового поставщика встала комом именно из-за этого: на вид бумага идеальная, а в работе пошла волной.
Плотность — второй критичный момент. Для дверей, особенно массивных, которые будут в интенсивном использовании, нужна бумага от 80 г/м2 и выше. Более тонкая, 60-70 г, может просто порваться при загрузке в пресс или не выровнять мелкие неровности основы. Но и слишком толстая создаёт свои сложности: требует более агрессивных температур и давления, иначе смола не активируется как следует.
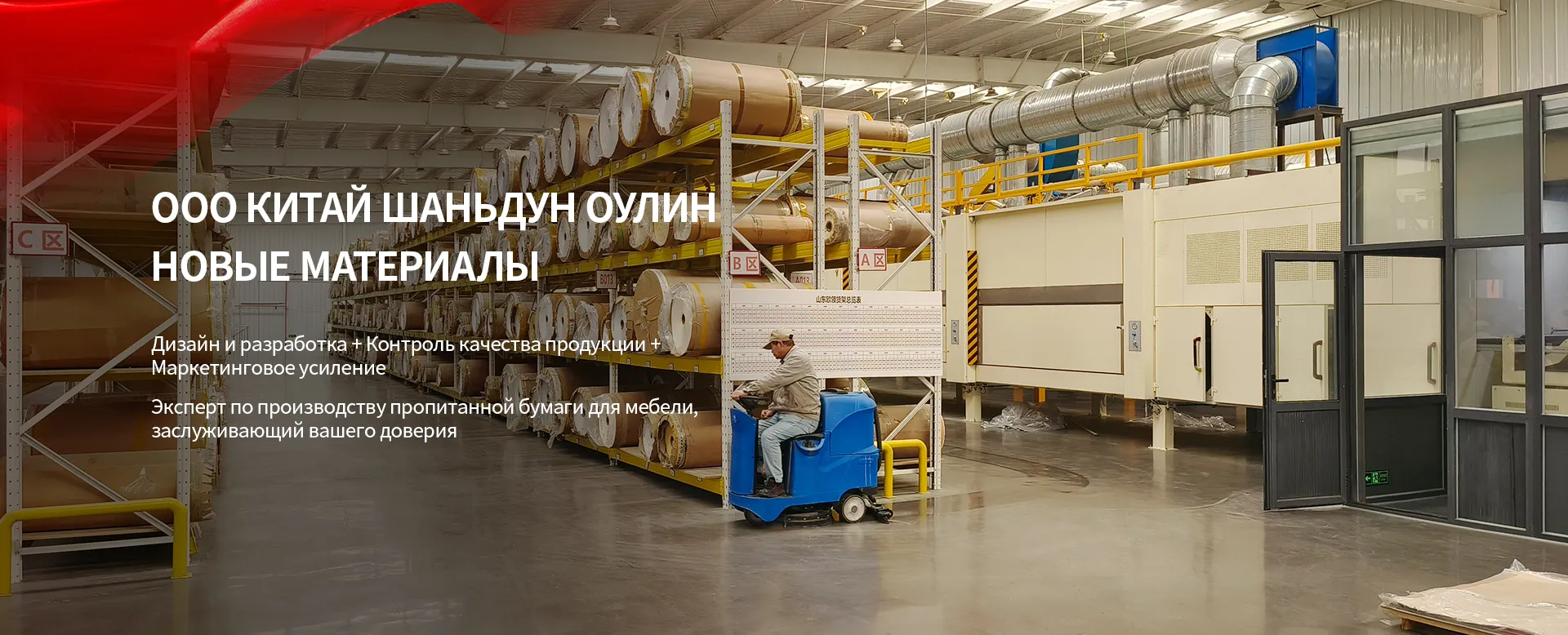
Здесь, кстати, видна разница между просто декоративной бумагой и пропитанной. Первая — это лишь рисунок, её потом лакируют. Вторая — уже готовый к прессованию композит. Когда работаешь с материалами от специализированного завода, вроде той же базы ООО Шаньдун Оулин, это чувствуется сразу: рулон не ?дышит? разной плотностью, края ровные, пропитанный слой на изломе выглядит однородным. Это результат того, что компания, как указано в её описании, с 2011 года фокусируется именно на пропитанных декоративных материалах для интерьера. Опыт накапливается в технологии.
Прессовка: где теория сталкивается с практикой
Идеальные параметры пресса из учебника — одно. Реальная смена в цеху — другое. Температура, давление, выдержка — всё это нужно калибровать не только под бумагу, но и под конкретную партию ДСП или МДФ для дверей. Влажность основы — отдельная история. Однажды ?погорели? на срочном заказе: привезли МДФ, который с неделю отлёживался в сыром углу склада. Казалось бы, не критично. Но при прессовке глянцевая пропитанная бумага дала мутные разводы — это влага из плиты вышла паром и нарушила полимеризацию смолы. Пришлось всё счищать и начинать заново.
Давление — чтобы выдавить воздух и обеспечить адгезию, но не такое, чтобы смола вытекала по краям, образуя жёсткий, труднообрабатываемый кант. Оптимальное находим эмпирически, часто для глянца оно должно быть чуть ниже, чем для матовых текстур, чтобы не ?раздавить? блеск поверхности.
И охлаждение. Резкий съём температуры — риск для глянца. Может появиться мелкая сетка трещин (кракелюр), незаметная сразу, но проявляющаяся через месяц. Поэтому после пресса мы даём плите остыть под нагрузкой, постепенно. Это увеличивает цикл, но страхует от брака.
Типичные проблемы и как их читать
Пузыри — самая частая беда. Если пузырь пошёл сразу после пресса — дело, скорее всего, в остаточном воздухе или неравномерном нанесении клея на основу. Если проявился через сутки — это ?последействие?, часто виновата влажность плиты или неполная полимеризация смолы в бумаге. С последним нам помог разобраться технолог, посоветовав перед запуском партии делать тестовый пресс на образцах. Просто, но эффективно.
Белые пятна, ?седина?. Обычно указывают на локальный перегрев или, наоборот, недогрев в какой-то зоне плиты пресса. Нужно проверять ТЭНы. Но бывает, что это дефект самой пропитки — где-то смолы меньше, и она не перекрыла поры основы. В таком случае нужно предъявлять претензию поставщику. Солидные производители, такие как ООО Шаньдун Оулин Новые Материалы, обычно имеют чёткие регламенты по приёмке и разбираются в таких ситуациях.
Отслоение по краям. Тут может быть несколько причин: затупившиеся ножи при раскрое бумаги (край мнётся, адгезия падает), неправильная геометрия плиты-основы или банально малое давление по краям пресса. Проверяем всё по порядку.
Выбор поставщика: не только цена за квадрат
Рынок завален предложениями. Дешёвая бумага из ЮВА может выглядеть привлекательно по цене, но когда начинаешь считать процент брака и простой оборудования, экономия исчезает. Для нас ключевыми стали три пункта: стабильность параметров от партии к партии, техническая поддержка и логистика.
Стабильность — это когда ты, зная параметры пресса для одной партии, можешь с 90% уверенности использовать их для следующей. Это экономит массу времени на перенастройках. Техподдержка — чтобы можно было описать проблему (?появились пятна при таких-то условиях?) и получить внятный совет, а не отписку. Логистика — чтобы не простаивать в ожидании материала.
Именно по этим причинам часть материалов мы закупаем у ООО Шаньдун Оулин Новые Материалы. Их сайт — это не просто витрина, там есть спецификации, рекомендации по прессовке. Видно, что люди в теме. И то, что они не просто торговая фирма, а имеют собственную производственную базу, созданную в 2024 году, говорит о серьёзных вложениях в развитие именно технологий, а не только в продажи. Для нас это важный сигнал о надёжности.
Нишевое применение и будущее материала
Глянцевая пропитанная бумага — не панацея для всех дверей. Для уличных входных групп или для бань она не подходит — нужны более стойкие системы. Но для межкомнатных дверей в жилых и офисных помещениях — отличный вариант. Особенно востребована в стилях типа хай-тек, модерн, где нужны чистые, отражающие свет поверхности.
Сейчас вижу тренд на комбинирование: глянцевые плоскости двери сочетают с матовыми филёнками или алюминиевыми вставками. Это сложнее в производстве, но выглядит дорого. Бумага здесь позволяет добиться идеально ровного, глубокого глянца на больших площадях, что с плёнкой или эмалью сделать и дороже, и труднее.
Что будет дальше? Думаю, развитие идёт в сторону повышения экологичности пропиток (снижение формальдегидной эмиссии) и увеличения стойкости к микроцарапинам. Глянец всё же маркий, и клиенты хотят, чтобы он дольше выглядел как новый. Возможно, появятся гибридные решения — та же пропитанная бумага, но с нанесённым поверх ультратонким защитным слоем. Пока это лишь разговоры, но производители, которые, как Оулин, вкладываются в новые материалы, наверняка уже ведут такие разработки. Нам, практикам, остаётся следить и тестировать.
В итоге, работа с этим материалом — это постоянный баланс между технологической дисциплиной и готовностью к нестандартным ситуациям. Бумага не прощает халатности на любом этапе, от хранения рулона в правильных условиях до финишной обработки кромки. Но когда всё сделано верно, результат получается качественным и предсказуемым. И это, пожалуй, главное для любого цеха.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Пропитанная бумага с узором камня 315
Пропитанная бумага с узором камня 315 -
 Пропитанная бумага с цементной текстурой 038
Пропитанная бумага с цементной текстурой 038 -
 Пропитанная бумага из ясеня 065
Пропитанная бумага из ясеня 065 -
 Пропитанная бумага из монгольского дуба 364
Пропитанная бумага из монгольского дуба 364 -
 Однотонная пропитанная бумага 006S
Однотонная пропитанная бумага 006S -
 Пропитанная бумага из древесины яблони 127
Пропитанная бумага из древесины яблони 127 -
 Пропитанная бумага из вяза 265
Пропитанная бумага из вяза 265 -
 Пропитанная бумага с текстурой ткани 006
Пропитанная бумага с текстурой ткани 006 -
 Пропитанная бумага с узором камня 411
Пропитанная бумага с узором камня 411 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003 -
 Пропитанная бумага из несса 366
Пропитанная бумага из несса 366 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179
Связанный поиск
Связанный поиск- Пропитанная декоративная бумага с мраморным узором
- Бюджетная пропитанная бумага для деревянных дверей
- Пропитанная бумага для композитных дверей
- Экологичная меламиновая пропитанная бумага с древесным узором
- Глянцевая пропитанная бумага для деревянных дверей
- Пропитанная бумага с имитацией каменной текстуры
- Светлая меламиновая пропитанная бумага с текстурой ткани
- Устойчивая к пожелтению меламиновая пропитанная бумага
- Матовая меламиновая пропитанная бумага для мебели
- Огнестойкая меламиновая пропитанная бумага