-


-
-


-


Магазин WeChat


Меламиновая пропитанная бумага с древесным узором для межкомнатных дверей
Когда говорят про меламиновую пропитанную бумагу с древесным узором для дверей, многие сразу представляют готовое ламинированное полотно. Но тут часто кроется ошибка: сама по себе бумага — это полуфабрикат, и ключевое — это именно процесс пропитки и последующего прессования с основой. От того, как сделана пропитка, зависит, будет ли текстура древесины выглядеть естественно и выдержит ли покрытие ежедневные касания.
Из чего складывается качество: неочевидные детали
Начнем с основы — самой бумаги. Важен не только рисунок ?под дерево?, но и плотность, и равномерность нанесения грунта. Видел образцы, где из-за плохой калибровки бумаги на готовой двери проявлялись пятна — более глянцевые участки там, где меламина легло больше. Это брак, но не каждый заказчик сразу это заметит, только при боковом свете.
Пропитка — это меламино-формальдегидная смола. Здесь многие производители экономят, уменьшая долю меламина, увеличивая мочевину. Результат — покрытие менее стойкое к царапинам и влаге. Для межкомнатных дверей это критично, особенно в ванных или кухнях, где перепады влажности. По опыту, хорошая бумага после прессования должна иметь стойкость к сухому истиранию не ниже класса 3 по EN 13329.
И само тиснение. Древесный узор должен быть не только напечатан, но и повторен в рельефе. Идеально, когда текстура совпадает: ощущаешь рукой углубления ?пор?. Но если пресс-форма старая или бумагу неправильно положили, возникает смещение — визуальный диссонанс. Такие двери потом сложно продать, даже если цена низкая.
Практические сложности в работе с материалом
В работе часто упираешься в логистику и хранение. Меламиновая пропитанная бумага — материал гигроскопичный. Привезли паллету, оставили в неотапливаемом складе на неделю — и вот уже волнение по краям рулонов, потом при прессовании могут быть пузыри. Приходится строго контролировать влажность в цехе, что не все мелкие производители делают.
Еще момент — резка и раскрой. При распиле полотна двери после прессования часто появляются сколы на кромках, особенно если пила затупилась. Это увеличивает процент брака. Решение — использовать пилы с мелким зубом и подкладывать подкладной лист, но это замедляет процесс. Или сразу заказывать бумагу с небольшим запасом по ширине для последующей фрезеровки кромок.
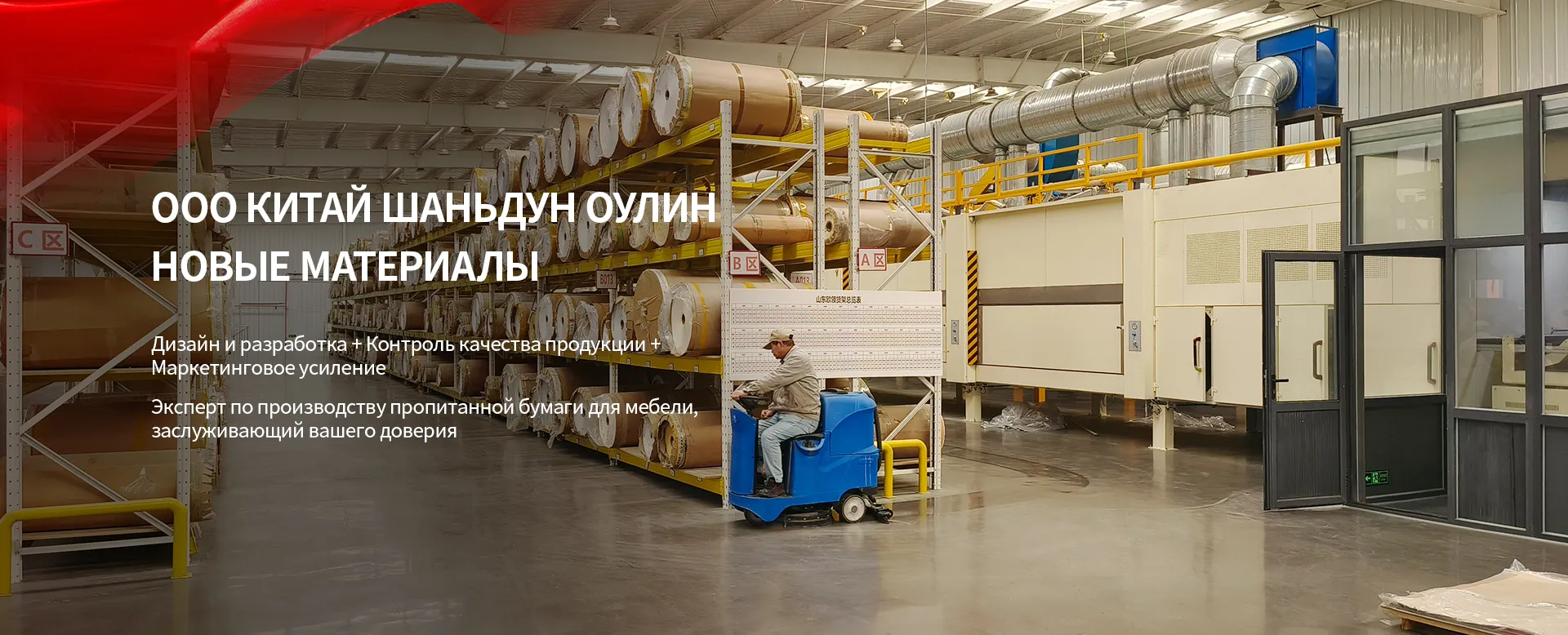
Цветопередача. Заказчик хочет ?дуб светло-золотистый?, как на образце. Но партия бумаги может отличаться оттенком, а разные основы (МДФ, ДСП) тоже дают разный фон. Приходится делать пробные прессования и корректировать параметры пресса (температуру, время). Иногда проще работать с проверенными поставщиками бумаги, которые держат стабильность. Например, на onlydecor.ru — сайте ООО Шаньдун Оулин Новые Материалы — видно, что они акцентируют контроль за этапами пропитки, что как раз влияет на стабильность цвета.
Опыт с разными производителями: плюсы и минусы
Раньше много работали с местными поставщиками пропитанной бумаги. Цена привлекательная, но стабильность хромала: в одной партии могла быть разная степень полимеризации смолы. Это вылезало уже у клиента: на одной двери покрытие как камень, на другой — мягче, царапается ногтем.
Потом пробовали китайские материалы. Тут ситуация неоднозначная. Есть фабрики, которые делают отлично, особенно те, что специализируются на декоративных покрытиях для мебели и дверей. Как раз ООО Шаньдун Оулин Новые Материалы (преемник Цзинань Цзишунь, основанного в 2011 году) из Шаньдуна — из их профиля видно, что они сфокусированы на пропитанной декоративной бумаге для интерьера. Их образцы показывали хорошую глубину тиснения и стойкость к бытовой химии. Но были и минусы: более долгая доставка и необходимость заказывать большие объемы, чтобы вышло экономично.
Европейские аналоги, конечно, стабильны, но цена в 1.5-2 раза выше. Для массового сегмента межкомнатных дверей это часто неприемлемо. Поэтому сейчас многие ищут баланс: либо работать с крупными азиатскими производителями, имеющими строгий контроль, как упомянутая база в Шаньдуне, либо налаживать свой цикл пропитки, но это уже совсем другие инвестиции.
Типичные ошибки при прессовании и как их избежать
Самая частая проблема — непроклеивание краев. Особенно на профилированных дверных полотнах, где есть филенки. Если давление пресса неравномерное или температура недостаточная, бумага в углах может отстать. Решение — тщательная подготовка основы (очистка от пыли) и иногда предварительный подогрев заготовок.
Пережог — тоже встречается. Когда температура слишком высокая, меламин становится хрупким, а древесный узор может побуреть. Особенно капризны светлые оттенки, типа ясеня. Тут только метод проб: для каждого типа основы и партии бумаги немного подбирать режим заново. Записываешь в журнал: для МДФ плотностью 720 кг/м3 от такого-то поставщика — 190°C, 25 секунд, давление 28 кг/см2.
И конечно, человеческий фактор. Рабочий может недодержать или передержать в прессе, особенно в конце смены. Автоматизация помогает, но не все ее могут позволить. Поэтому важны четкие инструкции и контроль первого образца в каждой новой партии.
Куда движется рынок и что ждать от материала
Сейчас все больше запрос на экологичность. Формальдегидные смолы никуда не денутся, но есть тренд на снижение эмиссии E0.5 и E0. Это требует от производителей меламиновой пропитанной бумаги модернизации составов смол. Те, кто вкладывается в НИОКР, как крупные базы в Китае (та же производственная головная база Оулин, созданная в 2024), имеют преимущество.
Еще тенденция — индивидуализация. Не просто ?древесный узор?, а конкретные породы с точной передачей редких срезов. И здесь важна цифровая печать на бумаге перед пропиткой. Пока это дорого, но для премиальных межкомнатных дверей уже востребовано.
В целом, материал остается рабочим лошадкой для массового производства дверей. Его преимущество — скорость отделки и относительно низкая стоимость. Но будущее, думаю, за комбинациями: например, тонкий шпон поверх меламиновой бумаги для объема и тактильности. Но это уже другая история.
Если резюмировать: выбирая меламиновую пропитанную бумагу с древесным узором, смотри не на картинку в каталоге, а на техдокументацию: класс износостойкости, эмиссию формальдегида, стабильность партий. И всегда делай пробный запуск. Сэкономишь нервы и деньги на переделках.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Пропитанная бумага из клёна 001
Пропитанная бумага из клёна 001 -
 Пропитанная бумага из венге 307
Пропитанная бумага из венге 307 -
 Пропитанная бумага с узором камня 315
Пропитанная бумага с узором камня 315 -
 Пропитанная бумага из сосны 010
Пропитанная бумага из сосны 010 -
 Пропитанная бумага из ореха 031
Пропитанная бумага из ореха 031 -
 Пропитанная бумага из дуба 003
Пропитанная бумага из дуба 003 -
 Пропитанная бумага из берёзы 179
Пропитанная бумага из берёзы 179 -
 Пропитанная бумага из вяза 265
Пропитанная бумага из вяза 265 -
 Пропитанная бумага из ясеня 065
Пропитанная бумага из ясеня 065 -
 Пропитанная бумага с текстурой ткани 006
Пропитанная бумага с текстурой ткани 006 -
 Пропитанная бумага из монгольского дуба 364
Пропитанная бумага из монгольского дуба 364 -
 Пропитанная бумага из маньчжурского ясеня 404
Пропитанная бумага из маньчжурского ясеня 404
Связанный поиск
Связанный поиск- Меламиновая пропитанная бумага для hpl ламината
- Пропитанная декоративная бумага с текстурой ткани
- Водостойкая меламиновая пропитанная бумага с древесным узором
- Грязеотталкивающая меламиновая пропитанная бумага
- Матовая меламиновая пропитанная бумага для напольных покрытий
- Огнестойкая меламиновая пропитанная бумага с каменным узором
- Меламиновая пропитанная бумага с мраморным узором
- Огнестойкая меламиновая пропитанная бумага для мебели
- Пропитка древесины технология
- Экологичная матовая меламиновая пропитанная бумага